Дипломная работа: Технологія зварювання металів і сплавів неплавкими електродами
Зміст
1. Вступ
1.1 Організація робочого місця
зварника
2. Основна частина
2.1 Опис технологічного процесу
2.1.1 Технологія зварювання
вугільними і графітовим електродом
2.1.2 Технологія зварювання
вольфрамовим електродом
2.1.3 Технологія зварювання
порошковим дротом
2.1.4 Режими зварювання (графітовим,
вугільним, вольфрамовим електродом та порошковим дротом)
2.2 Характеристика матеріалів
2.2.1 Характеристика газів для
зварювання неплавкими електродами
2.2.2 Обладнання для зварювання
неплавкими електродами
2.3 Інструменти, обладнання та пристосування
при зварювальних роботах
3. Охорона праці при виконанні роботи
3.1 Заходи промислової санітарії,
техніки безпеки та протипожежної безпеки
Список використаних джерел та
літератури
Додатки
1. Вступ
Зварюванням називається технологічний процес отримання
нероз'ємних з'єднань шляхом встановлення міжатомних зв'язків між зварювальними
частинами при їх місцевому або загальному нагріванні, або пластичному
деформуванні, або спільною дією того й іншого.
Зварне з'єднання металів характеризує
безперервність структур. Для отримання зварного з'єднання потрібно здійснити
міжмолекулярне зчеплення між зварними деталями, що призводить до встановлення
атомарного зв'язку.
Зварювання неплавкими електродами - винахід, поява
і первісний розвиток якого відноситься до 30-40-х років минулого сторіччя. На
першому етапі розвитку зварювання неплавкими електродами були отримані
порівняно міцні з'єднання з м'яких алюмінієвих сплавів товщиною від 0,01 до 0,2 мм.
Подальшому розвитку зварювання неплавкими
електродами перешкоджала відсутність повних відомостей про процеси освіти
нероз'ємних з'єднань твердих тіл під впливом ефективного спеціалізованого
обладнання.
Показано, що характер процесів, що протікають при
утворенні сполуки, визначається фізико-хімічними властивостями з'єднувальних
матеріалів і технологічними параметрами зварювання. В кінці 60-х рр.. була
виявлена можливість якісного зварювання за допомогою неплавких електродів.
Практичною реалізацією зварювання неплавкими
електродами успішно займалися ряд фірм США, Англії, ФРН і Японії. У СРСР
найбільш помітний внесок у цій області внесено вченими МГТУ ім. Н.Е. Баумана.
Об'єктом дослідження є зварювання неплавкими
електродами.
Мета роботи - визначити сучасний стан зварювання
металів і сплавів неплавкими електродами.
1.1 Організація робочого місця зварника
Робочим місцем електрозварника є закріплений за робітником або бригадою
ділянка виробничої площі, оснащеної відповідно до вимог здійснюваного
технологічного процесу певним устаткуванням, інструментом, пристосуваннями і
т.д.
При обслуговуванні робочого місця необхідно:
- своєчасно отримувати змінні завдання, наряди і креслення;
- підтримувати устаткування в працездатному стані;
- своєчасно доставляти на робоче місце матеріали, заготовки, електроди і
т.п.;
- контролювати якість продукції, що виготовляється;
- підтримувати належний порядок на робочому місці.
Робоче місце електрозварника називають зварювальним постом. Він може бути
стаціонарним або пересувним (Рис. 1.1).
Залежно від виконуваної роботи і габаритів зварюються конструкцій
зварювальний пост розташовують у спеціальних зварювальних кабінах або
безпосередньо на виробі.
Робочі кабіни служать для захисту зварників від випромінювання дуги в
постійних місцях зварювання.
При зварюванні невеликих виробів робочі місця обладнують зварювальними
кабінами розміром 2000x2000 або 2000х3000 мм. Стіни кабін мають висоту 1800 ...
2000 мм, а для кращої вентиляції підняті над підлогою на 200 ... 300 мм. В якості матеріалу для стін використовують тонколистову сталь або вогнетривкі матеріали(Рис.1.2).
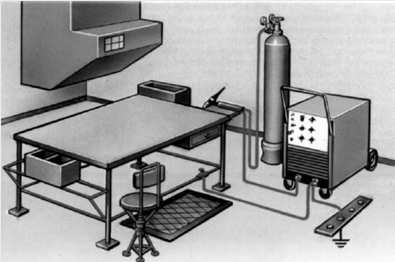
Рисунок 1.1. Зварювальний пост
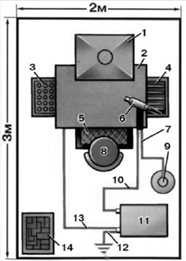
Рисунок 1.2. Обладнання зварювальної кабіни:
1- вентиляція; 2- робочий стіл; 3- ящик для електродів; 4- ящик для
деталей; 5- діелектричний ковбик; 6- запальник; 7- газовий рукав; 8- стілець; 9-
газовий балон; 10- прямий провід; 11- джерело живлення дуги; 12- заземлення; 13-
зворотній провід; 14- ящик для відходів.
Стіни фарбують у світлі тони вогнестійкою фарбою, яка добре поглинає
ультрафіолетові промені зварювальної дуги. Дверний отвір в кабіні закривають
брезентовою завісою на кільцях, просоченим вогнестійким складом. Підлогу в
кабінах настилають з вогнетривкого матеріалу: цегли або бетону. Кабіни повинні
бути освітлені денним або штучним світлом, а також оснащені вентиляцією. Крім
загальної вентиляції в них встановлюють місцеві відсмоктувачі, що поглинають
шкідливі гази і пил безпосередньо із зони зварювання(Рис 1.3).
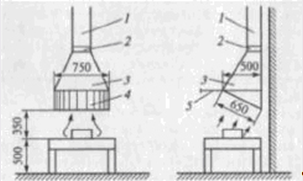
Рисунок 1.3. Схема відсмоктування газів, які виділяються при зварювальних
роботах: 1- повітропровід; 2- шибер; 3- повітроприймач; 4- штампована решітка;
5- козирок.
Для складання і зварювання деталей усередині кабіни встановлюють
металевий зварювальний стіл висотою 500 ... 600 мм для роботи сидячи і близько 900 мм для роботи стоячи площею близько 1м2. До столу
приварюють сталеві болти для кріплення струмопідвідних проводів від джерела
зварювального струму і для проводу заземлення столу. Збоку столу є гнізда для
зберігання електродів. У шухляді столу зберігають інструмент, а також
технологічну документацію. Для зручності роботи в кабіні встановлюють металевий
стілець з підйомним сидінням, виготовленим з неелектропровідного матеріалу
(дерево, пластмаса та ін.) Під ногами у зварника повинен знаходитися гумовий
килимок.
2. Основна частина
2.1 Опис технологічного процесу
Зварювання вугільним і графітовим електродом.
При зварюванні вугільним електродом захисна атмосфера, яка містить СО2,
СО і пари вуглецю, створюється за рахунок поступового обгорання і випаровування
електрода. Однак для відповідальних робіт її недостатньо. У таких випадках
вдаються до додаткових коштів, що підсилює газовий захист зони зварювання.
Зварювання вугільним електродом може бути використаний для зварювання та
наплавлення сталі, чавуну, твердих сплавів, алюмінію, міді й інших кольорових
металів. В даний час вугільні електроди застосовуються значно рідше, ніж вольфрамові.
Зварювання вольфрамовим електродом
При зварюванні вольфрамовим електродом, вольфрам плавиться у дузі, але
при правильно підібраному режимі відбувається лише незначне розплавлення кінця
електрода, витрата електродного стрижня не перевищує 1 - 2 см за годину горіння дуги. Нагрітий вольфрамовий електрод інтенсивно окислюється на повітрі, тому
вольфрамові електроди можуть працювати лише в захисному газі, не реагуючому з
вольфрамом. Найбільш високу якість зварювання неплавким електродом і тривалий
термін служби вольфрамового електрода забезпечує застосування інертних газів -
аргону і гелію. Зазвичай зварювання ведеться на постійному струмі прямої
полярності (мінус на вольфрамовому електроді). Пальник для зварювання вольфрамовим
електродом в інертних газах (газоелектричного зварювання) легкий, компактний і
зручний в роботі. Газоелектричне зварювання, як ручне, так і автоматичне та
напівавтоматичне, широко застосовується для з'єднання невеликих листів металу
(до 5 - 6 мм) і дуже малої товщини (менш 0,1 мм). Процес відрізняється чистотою, у зварювальній ванні не вноситься ніяких забруднень, а інертний газ створює
надійний захист від впливу атмосферного повітря; температура "полум'я"
при зварюванні вольфрамовим електродом може доходити до 30 000 ° С. Тому цей
спосіб дуже зручний при зварюванні високоякісних, особливо чистих металів і
сплавів, рідкісних, тугоплавких і високоактивних металів, а також нержавіючих,
жаротривких та інших спеціальних високолегованих сталей, благородних металів,
титану, вольфраму, молібдену, цирконію, ніобію та ін; в цих випадках досить
висока вартість інертних газів не має особливого значення. Першим за часом
способу зварювання вольфрамовими електродами в захисному газі була
атомноводородне зварювання, що з'явилося в 20-х роках нашого століття.
Зварювання порошковим дротом.
Зварювання порошковим дротом - це спосіб механізованого зварювання, при
якому захист і легування металу шва проводиться за рахунок шихти, вміщеній в
самому дроті, що складається зі сталевої оболонки та неметалічного сердечника.
З одного боку, зварювання порошковим дротом - це різновид зварювання під
флюсом, так як на поверхні шва утворюється шлаковая кірка, а процес зварювання
механізований. З іншого боку - ця зварювання нагадує зварювання штучними
електродами, тому що склад шихти може бути підібраний аналогічно обмазці
електродів і дозволяє не тільки захищати розплавлений метал, але і легувати
його, що практично неможливо при зварюванні під флюсом і в захисних газах.
2.1.1 Технологія зварювання вугільними і графітовим електродом
Вугільні електроди складаються з аморфного електротехнічного вугілля у
вигляді стрижнів круглого перерізу діаметром 6 ... 18 мм, довжиною 250 ... 700 мм з гладкою чорною поверхнею. Кінець електрода заточують під кутом 60
... 70 °, а для зварювання кольорових металів - під кутом 20 ... 40 °.
Графітові електроди складаються з кристалічного вуглецю-графіту, мають
темно-сірий колір з металевим блиском. Матеріал електрода м'який і легко
ріжеться. Графітові електроди при зварюванні дають кращі результати, ніж
вугільні.
Для вугільних електродів температура плавлення 3800° С і температура
кипіння 4200° С, тому практично не вдається спостерігати процес плавлення, а
видно повільне випаровування.
Для чистого вуглецю температура плавлення 3500° С, температура кипіння
3467° С, тому він не плавиться.
Процес зварювання вугільними електродами має особливості:
- зварювання можна вести тільки на прямій полярності (мінус на
електроді), а при зворотній полярності відбувається недостатньо стійке горіння
дуги, погане формування шва, коксування наплавленого металу, електрод сильно
нагрівається на великій довжині і відбувається збільшення його випаровування;
- в процесі зварювання дуга чутлива до різних зовнішніх впливів: вітру,
потокам газів, магнітною дутью;
- коефіцієнт корисної дії дуги при зварюванні вугільним електродом нижче,
ніж при зварюванні металевим плавким електродом.
Вугільні електроди можуть успішно застосовуватися для зварювання
тонколистового металу, заварки дефектів металевого лиття, зварювання кольорових
металів і наплавлення твердих сплавів.
Зварювання вугільним електродом тонколистового металу може бути наступними
способами:
- без присадочного металу, з подачею в дугу присадочного металу;
- з попередньою укладкою на місце шва присадочного металу.
Зварювання без присадочного металу полягає в оплавленні дугою крайок
деталей, що зварюються. Цей спосіб набув найбільшого поширення.
Без присадочного металу можуть зварюватися з'єднання встик листів
товщиною 1 ... 2 мм з відборткою крайок, приєднання штампованого днища до
корпусу ємності, кутові з'єднання, з'єднання внахлест, різні з'єднання з
куточків, швелерів, смуг.
Зварювання з подачею присадочного металу в дугу може проводиться за
однією з двох схем - лівий або правий спосіб за рис. 2.1, а і б.
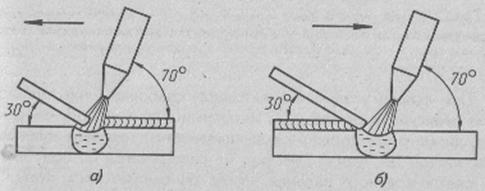
Рис. 2.1. Способи зварювання вугільним електродом з подачею присадочного
металу в дугу: а - "лівий" спосіб; б - "правий" спосіб
При зварюванні з подачею присадочного металу в дугу зварювальник тримає у
лівій руці присадний пруток, в правій - тримач з вугільним електродом.
При "лівому" способі присадний пруток розміщують між електродом
і основним металом, полум'я дуги направлено на основний метал (рис. 2.1, а).
При "правому" способі присадний пруток розміщують між наплавленим
валиком шва і вугільним електродом, полум'я дуги направлено на розплавлений
метал.
При цьому способі нагрівання більш концентрований, і зварювання можна
виробляти на великих швидкостях, але при цьому є ймовірність пропалів (рис.
2.1, б).
"Лівий" спосіб частіше застосовується на практиці, а "правий"
спосіб використовують для зварювання металу великої товщини. Зварювання з попередньою укладанням
прутків або смужок може застосовуватися для виробництва стикових і кутових швів
з листів великої товщини (рис. 2.2). При цьому виходить посилення шва за
рахунок сплавлення крайок листів, що зварюються і присадочного прутка або
смужки.
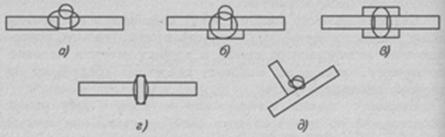
Рис. 2.2. Зварювання вугільним електродом з попередньою укладкою прутків
і смужок: а - односторонній стиковий шов з укладанням прутка; б - те ж, з
укладанням прутка і підкладкою смужки під шов; в - двосторонній стиковий шов з
укладанням смужок з обох сторін; г - те ж, з укладанням смужки в зазор між
зварюються листами; д - односторонній кутовий шов з укладанням прутка.
При зварюванні вугільним електродом зварювальний струм підбирають залежно
від товщини металу та виду зварного з'єднання, діаметр електрода - залежно від
товщини листів, що зварюються так, щоб електрод не розігрівали по всій довжині
до світло-червоного розжарювання, коли він швидко витрачається.
2.1.2 Технологія зварювання вольфрамовим електродом
Особливості зварювання вольфрамовим електродом на постійному струмі.
Технологічні властивості дуги, при зварюванні вольфрамовим електродом,
значною мірою визначаються родом і полярністю зварювального струму. При прямій
полярності на виробі виділяється до 70% теплоти дуги, що забезпечує глибоке
проплавлення основного металу. При зворотній полярності напруга дуги вище, ніж
при прямій полярності. На аноді - електроді виділяється велика кількість
енергії, що призводить до значного його розігріву і можливого оплавлення
робочого кінця. Зважаючи на це допустимі щільності зварювального струму
знижені.
Особливості зварювання вольфрамовим електродом на змінному струмі.
При використанні змінного струму полярність вольфрамового електрода і
вироби змінюється з частотою струму. Тому кількість теплоти, що виділяється на
вольфрамовому електроді і виробі, приблизно однаково. Електропровідність дуги
різна в різні напівперіоди полярності змінного струму. Вона вище в ті
напівперіоди, коли катод на електроді (пряма полярність) і дуговий розряд
відбувається в основному за рахунок термоіонній емісії зважаючи на високу
температуру плавлення і відносно низькою теплопровідності вольфраму. У
напівперіоди, коли катод на виробі, електропровідність дуги нижче, напруга,
необхідний для порушення дуги, вище, тому її збудження відбувається з деяким
запізненням.
Відповідно з різною напругою дуги в різні напівперіоди змінного струму
різна і величина зварювального струму, тобто в зварювального кола з'являється
постійна складова струму. У даному випадку ми маємо справу з випрямляючим
(вентильним) ефектом розглянутого типу дуги, викликаним відмінністю теплофізичних
властивостей електрода і виробу. Величина постійної складової залежить від
величини зварювального струму, швидкості зварювання, що зварюється металу і т.
д. Її наявність погіршує якість зварних швів на алюмінієвих сплавах і знижує
стійкість вольфрамового електрода. Для зменшення величини постійної складової
струму застосовують різні способи.
Зварювання вольфрамовим електродом зануреною дугою.
Цікавим різновидом застосування вольфрамового електрода є зварювання
зануреною дугою, при якій використовують електрод підвищеного діаметра і
підвищений зварювальний струм. З'єднання збирають встик без оброблення крайок,
без зазору.
Зварювання порожнистим вольфрамовим електродом у вакуумі.
Іншим різновидом зварювання вольфрамовим електродом є зварювання порожнистим
вольфрамовим електродом у вакуумі. Порушення і підтримання дуги у вакуумі 10 ~ 3 мм рт. ст. представляє певні труднощі, так як тліючий розряд переходить на стінки камери. Подача в
розглянутому способі зварювання дозованого кількості газу в порожнину електрода
стабілізує катодна пляма на внутрішній поверхні електрода. Переміщення катода з
внутрішньої порожнини викликає розігрів електрода до яскравого світіння. При
силах струму понад 50 А дуга представляє собою блакитнуватий розряд,
циліндричний за формою на всій довжині дуги.
Можна припускати, що газ, що подається в порожнину електрода, іонізуючи,
набуває властивості плазми. Кількість газу, що подається в порожнину електрода,
має забезпечувати тиск газу в камері менше 50 мм рт. ст. При великих тисках катодна пляма виходить на торець електрода і хаотично переміщається
по ньому. Тиск у камері 10 ~ 2 мм рт. ст. при витраті газу 0,01-0,1 л/хв.
створює найкращі умови підвищення концентрації дугового розряду. Застосування
подібного способу зварювання має певні металургійні переваги, так як сприяє
видаленню газів з розплавленого металу і зменшує чад легуючих елементів. Цим
способом можна зварювати різні метали і сплави товщиною до 15 мм.
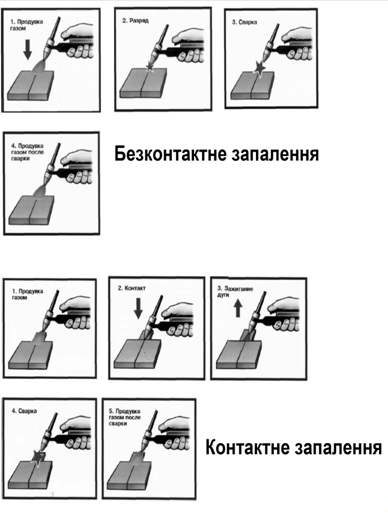
Способи запалювання дуги.
Існує 2 способи запалювання дуги: контактний (дуга між електродом і
виробом виникає в результаті короткого замикання електроду на виробі) і
безконтактний (дуга запалюється за допомогою високочастотного розряду, який
створюється осцилятором) (Додаток А).
Рух запальником.
Здійснюють тільки один рух - уздовж осі шва. Відсутність поперечних
коливань призводить до того, що шов стає вужчий, ніж при зварюванні покритими
електродами. Щоб метал шва не насичувався киснем або азотом повітря, треба
стежити, щоб кінець присадочного дроту і W-електрод постійно знаходився в зоні
захисного газу. Щоб уникнути розбризкування металу кінець дроту подають у
зварювальну ванну плавно. Про ступінь плавлення судять за формою ванни
розплавленого металу. Хорошому проплавленню відповідає ванна, витягнута в бік
напряму зварювання, а поганому - кругла або овальна. Зварювання зазвичай виконують справа
наліво. При зварюванні без присадочного матеріалу електрод розташовують перпендикулярно
до поверхні металу, що зварюється, а з присадним матеріалом під кутом.
Присадний пруток переміщують попереду пальника без поперечних коливань
(Рис.2.3).
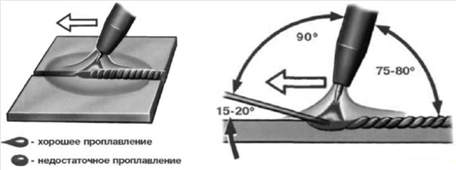
Рисунок 2.3. Рух запальником
Рух присадочним дротом(Рис. 2.4).
При наплавленні валиків горизонтальних швів у нижньому положенні
присадочні дроті надають два напрями руху: вниз і поступовий уздовж країв, що
зварюються. Це треба робити так, щоб метал рівними порціями надходив у
зварювальну ванну. Закінчення зварювання та заварювання кратеру виконують,
зменшуючи величину струму реостатом, включеним послідовно в зварювальне коло.
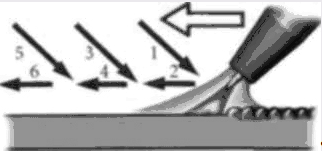
Рисунок 2.4. Рух приладочним дротом
Зварювання таврових, кутових та хлестових швів.
Горизонтальні шви виконують справа наліво "від себе" і "на
себе". Зліва направо вести зварювання незручно. W-електрод направляють
точно в кут. Присадочний дріт подають попереду пальника, коливальних рухів
пальником і дротом не здійснюють(Рис. 2.5).
При зварюванні вертикальних швів електрод направляють точно в кут під
нахилом до вертикальної площини. Присадний дріт подають зверху.
Зварювання стельових швів ведуть "на себе ". Пальник тримають
майже вертикально. Присадний дріт розташовують перед пальником. Розплавлений
метал утримується тиском дуги (Рис. 2.5).
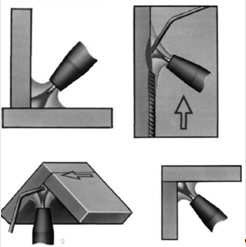
Рисунок 2.5. Зварювання таврових, кутових та хлестових швів.
Зварювання стикових швів в потолочному положенні.
1. Пальник підносять до поверхні металу, запалюють дугу, а потім
встановлюють пальник під кутом до деталі, що зварюється.
2. У зону горіння дуги подають присадочний дріт, але не розплавляють її,
поки не утворюється зварювальна ванна розплавленого металу.
3. Після утворення зварювальної ванни вводять кінець присадочного дроту в
зону плавлення.
4. Розплавляють кінець дроту так, щоб під тиском зварювальної дуги
розплавлений метал попадав у зварювальну ванну. У міру плавлення присадочного
дроту формують зварний шов, для чого пальник переміщають уздовж з'єднання і
знову подають присадний дріт у зону плавлення (Рис. 2.6).

Рисунок 2.6. Зварювання стикових швів в потолочному положенні.
Зварювання стикових швів в вертикальному положенні.
Без присадочного дроту зварюють кореневі шви товстих листів металу з
обробленням країв. Металу кромок достатньо для формування шва. Стикові
з'єднання листів тонкого металу зварюють з присадочним дротом, так як металу
для формування шва не вистачає. Пальник розташовують під кутом до зварюваного
виробу і переміщають її поступально без поперечних коливань, а присадний дріт
подають по траєкторії 1-6 (Рис. 2.7).

Рисунок 2.7. Зварювання стикових швів в вертикальному положенні.
2.1.3 Технологія зварювання порошковим дротом
Порошковий дріт виготовляється методом профілювання або волочіння зі
сталевої стрічки холодного прокату. При згортанні сталева стрічка заповнюється
сумішшю порошкоподібних матеріалів, які є розкислюючих, шлакообразующим,
газотвірними, легуючими і стабілізуючими складовими при горінні зварювальної
дуги.
Порошковий дріт може класифікуватися за такими ознаками:
- за характером захисту (без захисту та з захистом вуглекислим газом);
- по поперечному перерізі;
- за призначенням (для зварювання або наплавлення);
- за складом порошкоподібного осердя;
- в залежності від марки металу, що зварюється;
- за технологічними особливостями для зварювання в різних просторових
положеннях.
Порошковий дріт у процесі зварювання повинна забезпечувати легке
збудження та стабільне горіння зварювальної дуги, а також санітарно-гігієнічні
умови. Зварювання порошковим дротом повинна забезпечувати високу продуктивність
процесу і необхідні механічні властивості металу зварного шва. Основною
перевагою порошкового дроту є можливість виконання коротких швів, що необхідно
при виконанні монтажних робіт. До порошковим проволокам, застосовуваним при
зварюванні без захисту газу, відносяться ПП-АН1, ПП-АН2, ПП-АНЗ, ПП-АН7, також
ПП-2ДСК, ЕПС-15 / 2, а з захистом вуглекислого газу - ПП-Ан4, ПП -АН8.
За складом порошкоподібного сердечника порошкові дроти можуть бути
наступних типів: рутилові (кислі), карбонатно-флюорітні і
рутил-карбонатнофлюорітні.
За технологічними особливостями порошкові дроти в даний час можна
розділити для зварювання в нижньому положенні і для зварювання в нижньому і
вертикальному положеннях. Порошкові дроти для зварювання у всіх просторових
положеннях знаходяться в стадії розробки.
При зварюванні порошковим дротом застосовують різні рухи електроду.
Стикові шви можуть виконуватися кутом назад або вперед або
зворотно-поступальним рухом електрода. При випадкових обривах дуги або
порушенні подачі дроту зварювальну дугу необхідно порушувати на відстані 10-15 мм від місця обриву і після запалювання перенести її на незаплавленний кратер. Таврові шви
виконують петлеподібним і зворотно-поступальним рухом пальника.
Зварювання порошковим дротом може виконуватися в двох варіантах: без
додаткового захисту і з додатковим захистом. Додатковий захист зварювальної
дуги вуглекислим газом збільшує продуктивність зварювання і покращує зовнішній
вигляд швів, а також різко знижує розбризкування і схильність швів до
пористості, вона розширює діапазон робочих напруг і струмів. Застосування
порошкового дроту з додатковим захистом вуглекислим газом дозволяє підвищити
механічні властивості швів. Для зварювання в С02 розроблені дві марки
порошкового дроту ПП-Ан4 (типу Е50А) і ПП-АН8 (типу Е46). Без додаткового
захисту порошковий дріт всередині має шихту, яка і забезпечує
хіміко-металургійну обробку зварювальної ванни. Дроту з внутрішньою захистом
можуть бути з сердечником наступних типів: рутиловим, карбонатно-фтористим і
рутил-карбонатно-фтористим. Дроту рутилового типу ПП-АН1, ПП-1ДСК і інші мають
наплавлений метал, близьке до напівспокійної сталі, і містять значну кількість
водню і кисню. Дроту карбонатно-фтористого типу мають добре розкисленний метал
шва з невеликим вмістом водню.
Захист металу від азоту і кисню повітря в дротах рутилового типу
виконується за допомогою органічних матеріалів, які в процесі плавлення дроту,
розкладаючись, утворюють газовий захист (оболонку). Атмосфера дуги містить
значну кількість водню і парів води, в результаті чого вміст водню в зварних
швах високий. При підвищенні величини зварювального струму кількість водню в
металі шва і вміст азоту зменшується, а кисню збільшується. На підвищених токах
при зварюванні дротами рутилового типу з'являється схильність до утворення
пористості в зварних швах, яка пов'язана з умовами виділення водню і азоту з
зварювальної ванни. Якщо швидкість росту бульбашок газів менше швидкості
просування зони кристалізації ванни, то в цьому випадку бульбашки не встигають
спливти і у швах утворюються пори. Введення в зварювальну ванну кремнію зменшує
швидкість росту бульбашок, тобто знижує пористість. Знизити пористість можна
шляхом створення умов для поглинання водню на стадії краплі та інтенсивного
його виділення з ванни до початку кристалізації. У порошкових дротах це
вирішено шляхом введення в сердечник мінералів, що мають у своїй структурі
кристалізаційну воду, що попереджає також відновлення кремнезему сердечника і
перехід кремнію в метал. З цієї ж причини не виникає пористість при зварюванні
по іржавому металу. Підвищення вмісту водню та зниження вмісту кремнію у ванні
покращують процес виділення газів і забезпечують видалення значних кількостей
водню і азоту з зварювальної ванни до моменту її кристалізації.
При зварюванні порошковими дротами карбонатнофтористого типу основною
причиною утворення пористості, є перенасичення металу азотом і воднем, що відбувається
в результаті недосконалості захисту розплавленого металу від повітря, а також
пов'язане з коливаннями режиму зварювання. Поліпшення умов захисту металу
досягається зміною конструкції порошкового дроту. Наприклад, дроту двошарової
конструкції забезпечують надійніший захист у порівнянні з трубчастими.
Запобігання пористості металу шва при підвищенні вмісту азоту можна домогтися
шляхом введення в дріт активних нітрідообразуючих елементів - титану або
алюмінію. Легування дроту титаном або алюмінієм переводить значну кількість
азоту в стійкі нітриди і попереджає виділення бульбашок газу. Титан і алюміній,
а також їх нітриди, перебуваючи в зварних швах в значних кількостях, знижують
пластичність металу. Введення титану і алюмінію в дріт трубчастої конструкції
для попередження пористості рекомендується для зварювання одношарових швів і в
тих випадках, коли вимоги до пластичності металу невеликі. При високих вмістах
титану, алюмінію та азоту в металі шва можливе утворення тендітних структур.
Тому легування металу титаном або алюмінієм сприятливо лише до певних
концентрацій цих елементів в зварному шві. Найбільш надійні шляхи зниження
поглинання азоту металом зварного шва - це застосування двошарової конструкції
дроту, або додатковим захистом зони зварювання вуглекислим газом. Джерелами
водню в зоні дуги при зварюванні порошковими дротами можуть бути волога
матеріалів сердечника дроту, волога і іржа на металі, мастило на поверхні
дроту. Для зниження вмісту водню у вихідних матеріалах проводиться сушіння і прокалка
матеріалів сердечника, прокалка готового дроту з метою видалення мастила і т.
п.
2.1.4 Режими зварювання (графітовим, вугільним, вольфрамовим електродом
та порошковим дротом)
Режими зварювання графітовим, вугільним, вольфрамовим електродом.
Вибір параметрів режиму.
Рід і полярність струму. Більшість сталей і металів зварюють на
постійному струмі прямої полярності. Зварювання алюмінію, магнію та берилію
здійснюють на змінному струмі.
Зварювальний струм визначається діаметром W-електрода, його маркою і
матеріалом виробу, що зварюється. Величина струму залежить не тільки від
діаметра електрода і марки сталі, але й від роду і полярності струму (Табл. 2.1
– 2.2)
Таблиця 2.1
| Діаметр електроду, мм |
Змінний струм |
Постійний прямої полярності |
Постійний зворотної
полярності |
| 1-2 |
20-100 |
65-160 |
10-30 |
| 3 |
100-160 |
140-180 |
20-40 |
| 4 |
140-220 |
250-340 |
30-50 |
| 5 |
200-280 |
300-400 |
40-80 |
| 6 |
250-300 |
350-450 |
60-100 |
Таблиця 2.2
| Метал |
Товщина металу, мм |
Діаметр електроду, мм |
| Кольоровий |
1 |
1,5 |
| 2 |
2 |
| 4 |
3 |
| 5-6 |
4 |
| 7 і більше |
5 |
| Вуглеродисті, конструкційні
і нержавіючі сталі, жароміцні сплави |
0,5 |
1 |
| 1 |
1,5 |
| 2 |
2 |
| 3 |
3 |
| 4 |
4 |
| 5 і більше |
6 |
Напруга на дузі залежить від її довжини. Рекомендується вести зварювання
на мінімально короткій дузі, що відповідає зниженій напрузі на ній. При
підвищених напругах збільшується ширина шва, зменшується глубина проплавлення і
погіршується захист зони зварювання. Оптимальна довжина дуги складає 1,5-3 мм, що відповідає напрузі на дузі 11-14 В.
Швидкість зварювання визначають на око залежно від розмірів і форми
одержуваного шва.
Витрата захисного газу вибирають таким, щоб зберігався ламінарний потік
струменя газу, що надійно захищає зварювальну ванну.
Відстань між кінцем електроду та торцом сопла – випуск електроду – при зварюванні
стикових з’єднань повинен становити 3-5 мм., а углових та таврових – 5-8 мм. (Рис.2.2)
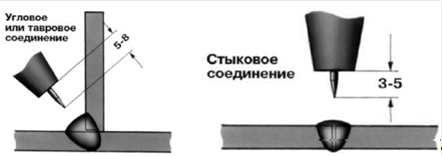
Рисунок 2.8. Відстань між кінцем електроду та торцом сопла
Режими зварювання вуглеводистих і низьколегованих сталей графітовим,
вугільним, вольфрамовим електродом:
Зварювальний струм – від 70 до 140 А.
Діаметр електроду – 2 – 5 мм.
Режими зварювання алюмінію і його сплавів:
Зварювальний струм – від 70 до 350 А.
Діаметр електроду – 2 – 6 мм.
Режими зварювання міді і його сплавів:
Зварювальний струм – від 120 до 230 А.
Діаметр електроду – 2 – 6 мм.
Режими зварювання порошковим дротом.
Вибір марки і діаметра порошкового дроту визначається маркою зварюваної
сталі, вимогами до якості металу шва і зварного з'єднання, положенням швів у
просторі та іншими умовами зварювання. При цьому враховуються технологічні
особливості застосування дроту і її можливості за режимами зварювання та
продуктивності, економічна доцільність. Обраний для використання дріт підлягає
обов'язковій перевірці. Перевіряється відповідність коефіцієнта заповнення
встановленим нормам, регламентованим технічними умовами.
Основні вимоги до зварювально-режимних властивостей порошкових дротів
наступні: дуга повинна легко запалюватися і горіти рівномірно, без надмірного
розбризкування металу і шлаку, наплавлений метал повинен рівномірно покриватися
шлаком, який після охолодження повинен легко віддалятися і не повинен мати пір,
тріщин і шлакових включень.
Зволоження сердечника дроту неприпустимо. Дріт, сердечник якої зволожився
при зберіганні, слід прожарити при температурі 230-250оС протягом
2-3 ч. Останнє не рекомендується робити для дротів рутил-органічного типу, що
містять органічні матеріали. Поверхні деталей, що зварюються перед зварюванням
повинні бути очищені від бруду, масла, іржі.
Прихватки при складанні виробів необхідно виконувати або електродами з
якісною обмазкою, або порошковим дротом.
Зварювання порошковим дротом виконують на постійному струмі зворотної
полярності. Перед зварюванням необхідно провести настройку режиму стосовно до
наміченого об'єкту зварювання. Настройку режиму зварювання роблять у такій
послідовності: спочатку вибирають необхідну швидкість подачі дроту для
отримання заданого струму, а потім встановлюють середнє значення напруги дуги в
рекомендованому діапазоні і відповідний даному режиму витрата газу, якщо зварка
виконується у вуглекислому газі. Підтримуючи рекомендований виліт, виробляють
дослід зварювання. За необхідності коректують встановлений режим.
До загальних правил режиму зварювання, якими слід керуватися, можна
віднести наступні:
1. При зварюванні стикових з'єднань порошковий дріт повинен
розташовуватися майже перпендикулярно виробу: кут її відхилення від
вертикального положення не повинен перевищувати 15 °. При виконанні таврових і
з'єднань внапуск необхідно витримати вказаний кут нахилу електрода по напрямку
зварювання, а кут між вертикальною площиною (стінкою тавра) і дротом повинен
бути в межах 30-45 °.
2. При багатошаровому зварюванні перед накладенням кожного наступного
шару рекомендується очистити попередній шар від шлаку. Слід враховувати, що
виконання за один прохід швів катетом більше 10-12 мм недоцільно. Для швів більше 6-8 мм рекомендуються плавні поперечні коливання електрода.
3. При випадковому обриві дуги або порушенні подачі дроту порушувати дугу
слід на відстані 10-15 мм від місця обриву і після запалювання перенести її на
незаплавлений кратер.
Зварювання слід припиняти різко обриваючи дугу, щоб уникнути подовження
вильоту.
Необхідно запобігати будь-яку можливу причину коливання режиму
зварювання: нестабільну подачу дроту по шлангу напівавтомата, неправильне
маніпулювання електродом, значні коливання мережевої напруги і т. д. Не
рекомендується виконувати зварювання напівавтоматом із зношеним мундштуком або
наконечником мундштука.
Причиною пористості можуть бути завищений струм, мала напруга дуги,
неякісна збірка металоконструкцій, підвищений вміст вуглецю і кремнію в
основному металі.
Техніка зварювання дротами різних типів має свої особливості. Наприклад,
при зварюванні дротами рутил-органічного типу необхідно підтримувати виліт 15-20 мм. Зварювання на великому вильоті призводить до перегріву дроту, погіршення механічних
властивостей металу шва, виникнення пористості. У разі підвищеного вмісту вуглецю
та кремнію в зварюваної сталі зварювання слід припинити після плавного
подовження дуги, в іншому випадку можливі здуття і пори в кратері шва.
Зварювання дротом карбонатно-флюорітного типу проводиться при вильоті 30-50 мм. У випадку недостатньо гарної підготовки виробів під зварювання чи невдалої збірки заварити
зазор простіше при збільшеному вильоті електродного дроту. При наявності
забруднень і невеликого шару окалини на поверхні металу, що зварюється появу
дефекту можна попередити зниженням напруги на дузі.
Режим зварювання дротами різних типів має свої особливості. Наприклад,
при зварюванні дротами рутил-органічного типу необхідно підтримувати виліт 15-20 мм. Зварювання на великому вильоті призводить до перегріву дроту, погіршення механічних
властивостей металу шва, виникнення пористості. У разі підвищеного вмісту
вуглецю та кремнію в зварюваної сталі зварювання слід припинити після плавного
подовження дуги, в іншому випадку можливі здуття і пори в кратері шва.
Зварювання дротом карбонатно-флюорітного типу проводиться при вильоті 30-50 мм. У випадку недостатньо гарної підготовки виробів під зварювання чи невдалої збірки заварити
зазор простіше при збільшеному вильоті електродного дроту. При наявності
забруднень і невеликого шару окалини на поверхні металу, що зварюється поява
дефекту можна попередити зниженням напруги на дузі до мінімального
рекомендованого.
Зварювання вертикальних швів рекомендується виконувати порошковим дротом
діаметром 2,3 мм і менше. Напрямок зварювання при виконанні вертикальних швів -
знизу вгору. При такому способі за один прохід можна виконувати шви катетом до 10 мм. При зварюванні на вертикальній площині необхідно надавати електроду плавні коливальні рухи. Це
забезпечує сприятливу форму валика. При маніпулюванні електродом слід уникати
обривів дуги, так як це може привести до появи дефектів у шві.
До особливостей застосування порошкового дроту з додатковим захистом
вуглекислим газом слід віднести наступні:
1. Зварювання рекомендують застосовувати в закритих приміщеннях. На
відкритих майданчиках і монтажі зварювання можлива при дотриманні запобіжних
заходів, що запобігають здування захисного газу.
2. Зварювання на вильоті 35-40 мм потрібно виконувати з таким
розрахунком, щоб відстань від кінця дроту до зрізу сопла було в межах 15-25 мм. При використанні не прокаленого дроту зварювання необхідно виконувати на підвищеному вильоті
до 50 мм. У цьому випадку наконечник мундштука слід застосовувати меншої
довжини.
Пористість у швах при зварюванні у вуглекислому газі може бути викликана:
- підвищеною вологістю сердечника дроту або наявністю рясного шару
мастила на поверхні дроту;
- наявністю на зварюються крайках іржі, окалини, вологи та інших
забруднень;
- великою кількістю домішок (головним чином вологи та повітря) у
вуглекислому газі;
- порушенням рекомендованих режимів зварювання;
- недосконалим захистом зони зварювання вуглекислим газом (попадання
повітря в зону зварювання внаслідок недостатнього або надмірного витрати газу,
велику відстань між соплом пальника і виробом, надмірно великий кут нахилу
пальника щодо виробу, підсмоктування повітря через не щільності в пальнику і
газової магістралі, ексцентричне розташування дроту щодо сопла пальника, знос
мундштука і пов'язане з цим порушення співвісності газового недосконалою
захистом зони зварювання вуглекислим газом (попадання повітря в зону зварювання
внаслідок недостатнього або надмірного витрати газу, велику відстань між соплом
пальника і виробом, надмірно великий кут нахилу пальника щодо виробу,
підсмоктування повітря через не щільності в пальнику і газової магістралі,
ексцентричне розташування дроту щодо сопла пальника, знос мундштука і пов'язане
з цим порушення співвісності газового потоку і стовпа дуги, турбулентне
витікання газу з пальника).
Виконання режимних рекомендацій гарантує високу якість швів і
продуктивність при різноманітних умовах здійснення зварювальних робіт
порошковим дротом.
2.2 Характеристика матеріалів
Зварювальні матеріали - це загальний термін, під яким розуміють витратні
матеріали, використовувані в процесі зварювання. Залежно від виду зварювання в
якості зварювальних матеріалів можуть бути використані флюси, дріт, електроди,
присадні прутки, захисні гази, керамічні підкладки та ін..
Зварювальні флюси - різні порошкоподібні або пастоподібні речовини. Їх
призначення різна, залежно від способу зварювання. Наприклад, при
електрошлаковому зварюванні використовуються гранульовані зернисті флюси, що
утворюють розплав з хорошими струмопровідними характеристиками. Такі ж флюси
застосовуються для захисту дуги і зварювальної ванни, а також для запобігання
розбризкування металу при дуговому електрозварюванні. При газовому зварюванні
використовуються порошкові або пастоподібні флюси. За допомогою флюсів у цьому
виді зварювання відбувається очищення поверхні металу деталей, що з'єднуються.
Основна роль зварювальних електродів - подача електроживлення для нагріву
в точку зварювання. Крім того, за допомогою електродів можна істотно змінювати
хімічний склад зварного шва чи виробляти легування металу, що зварюється в
точці зварювання. При дуговому зварюванні зазвичай використовуються плавлючі
електроди, до яких відноситься зварювальний дріт (він буває суцільний і
порошковий), присадні прутки, зварювальні стрічки та пластини. Якщо
зварювальний процес передбачає плавлення, то за допомогою таких електродів
вводиться присадний матеріал.
Керамічні підкладки стали використовуватися у зварюванні відносно недавно
для забезпечення високої якості зварювального шва і створення зворотного
валика. Керамічні підкладки універсальні - їх можна застосовувати при будь-яких
типах зварювання і в будь-яких положеннях зварюваних матеріалів, навіть при
виготовленні вигнутих швів.
2.2.1 Характеристика газів для зварювання неплавкими електродами
Зварювання неплавким електродом в якості основного газу застосовується
аргон - інертний газ, не здатний до хімічних реакцій і практично не розчинний у
металах. Аргон вважається найбільш доступним і порівняно дешевим серед інертних
газів. Будучи важчим за повітря, він добре захищає дугу і зону зварювання. Дуга
в аргоні відрізняється високою стабільністю. Аргонодугове зварювання
застосовують для з'єднання легованих сталей, кольорових металів і їх сплавів,
її виконують постійним і змінним струмом. Аргон є основою захисним середовищем
при зварюванні алюмінію, титану, рідкісних і активних металів. Газоподібний
аргон зберігається і транспортується в сталевих балонах (за ГОСТ 949-73). Балон
з чистим аргоном забарвлений в сірий колір, з написом "Аргон чистий"
зеленого кольору. Вживання газових сумішей замість технічно чистих газів аргону
або гелію в деяких випадках підвищує стійкість горіння зварювальної дуги,
зменшує розбризкування металу, покращує формування шва, збільшує глибину
спротиву, а також впливає на перенесення металу.
Суміш з 90% аргону і 10% водню вживається при зварюванні тонкого металу,
забезпечуючи збільшення швидкості зварювання, зменшення зони термічного впливу.
Суміш аргону з 10 - 12% азоту дозволяє уникнути попередньої термообробки,
забезпечуючи корозійну стійкість металу шва. Добавка до аргону невеликої
кількості кисню або іншого окисного газу істотно підвищує стійкість горіння
дуги і покращує якість формування зварних швів. Для поліпшення боротьби з
пористістю до аргону іноді додають кисень у кількості 3-5%. При цьому захист
металу стає більш активним. Чистий аргон не захищає метал від забруднень,
вологи та інших включень, що потрапили в зону зварювання з зварюваних кромок або
присадочного металу. Кисень, вступаючи в хімічні реакції з шкідливими
домішками, забезпечує їх вигоряння або перетворення в сполуки, що спливають на
поверхню зварювальної ванни.
Застосування суміші аргону і вуглекислого газу (зазвичай 18-25%)
ефективно при зварюванні низьковуглецевих і низьколегованих сталей. У
порівнянні зі зварюванням у чистому аргоні або вуглекислому газі легко
досягається перенесення електродного металу. Зварні шви більш пластичні, ніж
при зварюванні в чистому вуглекислому газі. У порівнянні зі зварюванням у
чистому аргоні менше ймовірність утворення пір. Газова суміш аргону з киснем
зазвичай використовується при зварюванні легованих і низьковуглецевих сталей.
Додавання до аргону кисню дозволяє запобігти пористість. Наявність кисню в дузі
сприяє дрібнокрапельному переносу електродного металу.
Гелій використовується порівняно рідше. Гелій може застосовуватися в
якості інертного захисного газу при зварюванні нержавіючих сталей, кольорових
металів і сплавів, хімічно чистих й активних матеріалів. Гелій легший за
повітря, що ускладнює захист зварювальної ванни, і, отже, вимагає більшої
витрати на захист. У порівнянні з аргоном він забезпечує більш інтенсивний
нагрів зони зварювання. Він має високу теплопровідність, має високий потенціал
іонізації, тому при зварюванні в гелії збільшується температура дуги, напруга.
Часто використовується суміш 70% аргону і 30% гелію. Газоподібний гелій
зберігається і транспортується в сталевих балонах (згідно з ГОСТ 949-73). Балон
пофарбований у коричневий колір, з написом "Гелій" білого кольору. При зварюванні міді захисним газом
служить азот, так як по відношенню до міді він є інертним газом.
2.2.2 Обладнання для зварювання неплавкими електродами
Зварювальні пальники (Рис. 2.9).
Ручний пальник для дугового зварювання в захисних газах служить для
жорсткого фіксування W-електрода в певному положенні, підведення до нього
електричного струму, подачі захисного газу в зону зварювання та охолодження
струмоведучих частин повітрям або водою. Пальники для зварювання в монтажних
умовах і при знижених температурах мають природне повітряне охолодження і
розраховані на струм до 150 А.
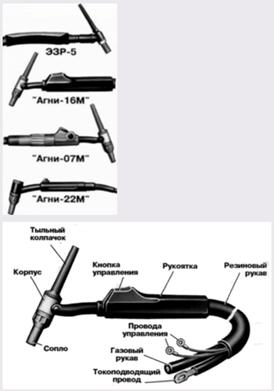
Рисунок 2.9. Пальники
Балон складається з сталевого безшовного циліндричного корпусу зі
сферичним днищем, на який напресований башмак.

Рисунок 2.10. Балон
Редуктор призначений для пониження тиску газу, що надходить з балона.
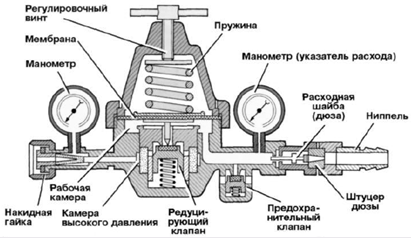
Рисунок 2.11. Редуктор
Джерело живлення забезпечує роботу в неперервному і імпульсному режимах
зварювання.
Рисунок 2.12. Джерело живлення
2.3 Інструменти, обладнання та пристосування при зварювальних роботах
Для виконання зварювальних робіт зварник повинен мати певний набір
інструментів і приладдя.
Електродотримачі. Це один з основних інструментів електрозварника, від
якого багато в чому залежать продуктивність і безпечні умови праці.
Елетродотримач повинен бути легким (не більше 0,5 кг) і зручним, мати надійну ізоляцію, не нагріватися при роботі, забезпечувати швидке і надійне
закріплення електрода. Залежно від способу кріплення електродів розрізняють
засувні, пасатижні, ексцентрикові і інші електродотримачі. Найбільш поширені
пасатижні електродотримачі (Рис 2.8).
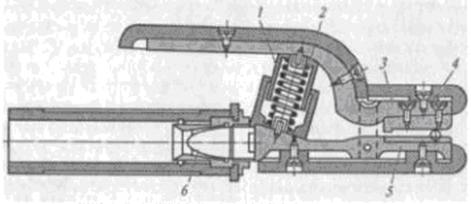
Рисунок 2.8. Електродотримач пасатижний: 1- захисний ковпачок пружини; 2-
пружина; 3- важіль з верхньою лещатою; 4- теплоізоляційний захист; 5- нижня
лещата; 6- конус різьбової втулки.
Щитки та шоломи. Це обладнання виготовляють відповідно до ГОСТ
12.4.035-78 з струмонепровідних матеріалів - фібри або пластмаси. Маса щитка не
повинна перевищувати 0,48 кг, шолома - 0,6 кг. Їх внутрішня поверхня повинна бути гладкою, матовою, чорного кольору. Щиток складається з корпусу з оглядовим
вікном і ручки, що має круглий поперечний переріз і довжину не менше 120 мм. Шолом представляє собою захисне пристосування, що надягається зварником на голову. Він
складається з корпусу з оглядовим вікном і наголовника, який повинен
забезпечувати два фіксованих положення корпуса: опущене (робоче) і відкинуте
назад.
Для захисту очей від шкідливих випромінювань щитки і шоломи забезпечені
світлофільтрами типу С темно-зеленого кольору, які випускають (замість
світлофільтрів типу Е) 13 класів для зварювання із застосуванням струмів силою
13 ... 900 А.
Для захисту світлофільтру від бризок металу використовують покривні
органічні скла, які в міру пошкодження замінюють новими (Рис. 2.9).
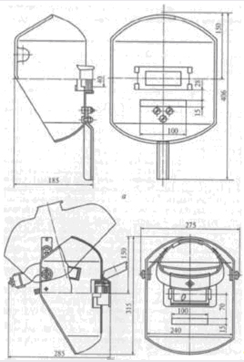
Рисунок 2.9. Щитки (а) та шоломи (б).
Зварювальні дроти. Струм від силової мережі підводиться до зварювальних
апаратів по проводах марки КРПТ. Від зварювальних апаратів до робочих місць
зварювальний струм надходить за гнучким проводу марки ПРГ, АПР або ПРГД з
гумовою ізоляцією. До електродотримача повинен бути підключений гнучкий мідний
дріт марки ПРГД довжиною не менше 3 м.
Довжина проводів від зварювальних апаратів до робочого місця не повинна
бути більше 30 ... 40 м, тому що при великій довжині проводів напруга в них
значно падає, що призводить до зменшення напруги дуги. Для з'єднання
зварювальних проводів застосовують спеціальні муфти, мідні наконечники і болти.
Температура нагріву проводів не більше 70 ° С.
Одяг зварника. У комплект одягу входять куртка, брюки та рукавиці. Куртку
і штани шиють з брезенту, сукна або азбестової тканини. Одяг із прогумованого
матеріалу не застосовують, оскільки її легко пропалити нагрітими металевими
частинками. Штани повинні прикривати взуття для запобігання ніг від опіку.
Рукавиці можуть бути брезентовими або робочими.
Додатковий інструмент зварника. Для зачищення країв перед зварюванням і
видалення з поверхні швів залишків шлаку застосовують сталеві щітки - ручні або
з електроприводом. Остиглий шлак з поверхні шва видаляють
молотком-шлаковідділювачем.
Для під'єднання "маси" до заготівлі служать гвинтові або
пружинні затиски, в які струмопровідний дріт впаюють високотемпературним
припоєм або закріплюють механічно.
Для клеймування швів, вирубки дефектних місць, видалення бризок і шлаку
застосовують відповідно клейма, зубила і молотки. Складальні операції перед
зварюванням виконують за допомогою шаблонів, схилів, лінійок, косинців і
спеціальних пристосувань. При монтажних зварювальних роботах зварювальники
використовують надягають через плече брезентові сумки, в які поміщають
електроди.
3. Охорона праці при виконання роботи
У ГОСТ 12.0.002-74 дані наступні визначення: "Техніка безпеки - це
система організаційних і технічних заходів і засобів, що запобігають впливу на
працюючих небезпечних виробничих факторів" та "Охорона праці - це
система законодавчих актів і відповідних соціально-економічних, технічних і
гігієнічних і організаційних заходів, що забезпечують безпеку, збереження
здоров'я і працездатності людини в процесі праці ".
Розглянуті методи зварювання вимагають дотримання певного комплексу
правил техніки безпеки і охорони праці, які повинні знаходити відображення в
технологічних картах і строго дотримуватися при виконанні зварювальних робіт.
Для всіх зазначених методів зварювання плавленням в тій чи іншій мірі існує
можливість небезпечних впливів на зварювальника у зв'язку з наступними
чинниками:
1) ураження електричним струмом при дотику людини до струмоведучих частин
електричного кола;
2) ураження променями електричної дуги очей і відкритої поверхні шкіри;
3) опіки від крапель металу і шлаку при зварюванні;
4) отруєння шкідливими газами, що виділяються при зварюванні і при
забрудненні приміщень пилом і випарами різних речовин;
5) вибухи через неправильне поводження з балонами стисненого газу або
із-за виробництва зварювання в ємностях з-під горючих речовин, або виконання
зварювання поблизу легкозаймистих і вибухонебезпечних речовин;
6) пожежі від розплавленого металу і шлаку в процесі зварювання;
7) травми різного роду механічного характеру при підготовці важких
виробів до зварювання і в процесі зварювання.
Як свідчать статистичні дані, 80% травм зварників пов'язано з
транспортними операціями важких металевих виробів.
Запобігання небезпеки ураження електричним струмом. При зварюванні
плавленням використовують джерела струму з напругою холостого ходу UKX = 45 -
80 В при постійному струмі Uхх = 55 - 75 В при змінному струмі, Uxx = 180 - 200
В при плазмовому різанні. Тому джерела живлення повинні мати автоматичні
пристрої, що відключають їх протягом не більше 0,5 с при обриві дуги.
Враховуючи непостійну величину електричного опору людського тіла (так,
при сухій шкірі, наприклад, опір становить 8000-20000 Ом, а при вологих руках,
пошкодженнях шкіри опір знижується до 400-1000 Ом), безпечними вважають напругу
не вище 12 В (переносне освітлення). Якщо зварювальник працює в тісному
приміщенні, може мати більшу площу контакту з металевою поверхнею, з метою
зменшення небезпеки ураження електричним струмом, слід дотримуватись таких
заходів:
1. Надійна ізоляція всіх, проводів, пов'язаних з живленням джерела струму
і зварювальної дуги, заземлення корпусів зварювальних апаратів. Заземленню
підлягають: корпуси джерел живлення, апаратного ящика, допоміжне електричне
обладнання. Переріз заземлювальних проводів повинна бути не менше 25 мм2.
Підключенням, відключенням та ремонтом зварювального обладнання займається
тільки черговий електромонтер. Зварювальникам забороняється виконувати ці
роботи.
2. Застосування в джерелах живлення автоматичних вимикачів високої
напруги, які в момент холостого ходу розривають зварювальний ланцюг і подають
на утримувач напруга 12 В.
3. Надійний пристрій електродотримача з гарною ізоляцією, яка гарантує,
що не буде випадкового контакту струмоведучих частин електродотримача зі
зварюваних виробом або руками зварника (ГОСТ 14651-69). Електродотримачі
повинен мати високу механічну міцність і витримувати не менше 8000 затисків
електродів.
4.Работа у справному сухму спецодязі і рукавицях. При роботі в тісних
відсіках і замкнутих просторах обов'язково використання гумових калош і
килимків, джерел освітлення з напругою понад 6-12 В.
3.1 Заходи промислової санітарії, техніки безпеки та протипожежної
безпеки
Промислова санітарія - система організаційних заходів і технічних
засобів, спрямованих на запобігання або зменшення впливу на працюючих шкідливих
виробничих факторів. Практичні заходи щодо оздоровлення умов праці грунтуються
на гіг. нормативах для виробничих приміщень (оптимальна і допустима
температура, відносна вологість і швидкість руху повітря, гранично допустимі
концентрації шкідливих газів, парів і пилу в повітрі промислових приміщень,
гранично допустимі рівні шуму і вібрації та ін.)
Контроль за виконанням сан. норм і правил при проектуванні, будівництві і
реконструкції промислових підприємств (попереджувальний сан. нагляд), а також
поточний сан. нагляд за сан. станом промислових підприємств та умовами праці на
цих підприємствах здійснюють органи державного сан. нагляду. Сан. нагляд на
промисловому підприємстві здійснюють санітарні лікарі з гігієни праці та їх
помічники спільно з цеховими лікарями медсанчастин або з персоналом
здоровпунктів і технічними інспекторами профспілкових органів з контролю за
охороною праці і технікою безпеки.
Основними документами є "Санітарні норми проектування промислових
підприємств" (CH 245-71), загальнодержавні "Будівельні норми і
правила" (БНіП), "Санітарні правила організації технологічних
процесів і гігієнічні вимоги до виробничого обладнання" № 1042-73,
стандарти з безпеки праці, а також санітарні правила, що стосуються конкретних
галузей промисловості і виробництва, інструкції та методичні листи, в яких
викладаються вимоги до окремих технологічних процесів, обладнання та
матеріалів. У цих документах викладені основні вимоги до вибору промислового
майданчика, розташуванню на ній виробничих і допоміжних будівель, до їх
влаштування і обладнання (опалення, освітлення, вентиляція, водопостачання і
каналізація), а також вимоги, спрямовані на обмеження шуму, вібрації, впливу на
працюючих ультразвуку, пилу, токсичних газів, іонізуючих випромінювань,
нормалізацію мікроклімату та інших шкідливих виробничих факторів.
Проведення електрозварювальних і газорізальних робіт на тимчасових місцях
дозволяється лише після вжиття заходів, які унеможливлюють виникнення пожежі:
- очищення робочого місця від горючих матеріалів, захисту горючих
конструкцій;
- забезпечення первинними засобами пожежегасіння /вогнегасниками, ящиком
із піском та лопатою, відром з водою, які вказуються в наряді – допуску.
Після закінчення електрозварювальних і газорізальних робіт виконавець
зобов’язаний ретельно оглянути місце їх проведення, за наявності горючих
конструкцій полити їх водою, усунути інші ймовірні причини виникнення пожежі.
Технологічне обладнання, на якому передбачається проведення
електрозварювальних і газорізальних робіт, слід привести до
пожежовибухонебезпечного стану до початку цих робіт (видалити
пожежовибухонебезпечні речовини та відкладення, відключити діючі комунікації,
виконати безпечними методами очищення, прошпарення й промивання, забезпечити
вентиляцію та контроль за повітряним середовищем тощо).
Щоб унеможливити потрапляння розпечених часток металу в суміжні
приміщення, на сусідні поверхи та розташоване поряд устаткування, всі оглядові,
технологічні й вентиляційні люки, монтажні та інші отвори в перекриттях, стінах
і перегородках приміщень, де проводяться вогневі роботи, закривають негорючими
матеріалами.
Приміщення, в яких імовірне скупчення парів легкозаймистих і горючих
рідин та горючих газів, перед проведенням електрозварювальних і газорізальних
робіт мають бути ретельно провентильовані.
Під час перерв у роботі, а також наприкінці робочої зміни
електрозварювальна апаратура має відключатися, в тому числі від електромережі;
газорізальна - також має відключатися, а шланги - від’єднуватися й звільнятися
від горючих газів. Після закінчення робіт усю апаратуру устаткування прибирають
у спеціально відведені місця.
У разі проведення електрозварювальних робіт у вибухопожежонебезпечних та
пожежонебезпечних приміщеннях зворотним проводом від зварювального виробу до
джерела зварювального струму може бути лише ізольований провід, причому за
якістю ізоляції він не повинен поступатися прямому провідникові, приєднуваному
до електродоутримувача.
У разі зміни електродів їхні залишки (недогарки) слід класти у
спеціальний металевий ящик, установлюваний біля місця зварювальних робіт. Перед
зварюванням електроди необхідно просушити за температури, вказаної в паспорті
на конкретний тип електродного покриття. Покриття електродів має бути
однорідним, щільним, без здуття, напливів і тріщин.
Щодня після закінчення роботи слід очищати агрегати та пускову апаратуру.
Температура нагрівання окремих частин зварювального агрегату (трансформаторів,
підшипників, щіток, контактів вторинного кола та ін.) не повинна перевищувати
75 С
Балони з газом під час їх зберігання, транспортування й експлуатації слід
захищати від дії сонячного проміння та інших джерел тепла.
Балони, що встановлюються у приміщеннях, розміщають на відстані, не
менше: від приладів опалення та печей - 1,0м, від джерел тепла з відкритим
вогнем – 8м.
Список використаних джерел та літератури
1. Сварные конструкции. Расчёт и проектирование: Учеб.
для вузов/Под ред. Николаева Г.А - М.: Высш. шк., 1990.-446 с.
2. Холопов Ю.В. Ультразвуковая сварка пластмасс и
металлов. - Л.: Машиностроение. Ленингр. отд-ние, 1988. -224 с.
3. Сварка полимерных материалов: Справочник/К.И.
Зайцев, Л.Н. Мацюк, А.В. Богдашевский и др.; Под общ.ред. К.И. Зайцев, Л.Н.
Мацюк -
М.: Машиностроение, 1988. - 312 с.
4. 05.07-63.247П. Способ ультразвуковой сварки деталей
из полимерных материалов.// Реферативный журнал., 2005г., №7, с.24-25.
5. 05.07-63.248. Влияние параметров режима
ультразвуковой сварки на разрывное усилие нетканых материалов.// Реферативный
журнал., 2005г., №7, с.25.
6. 05.01-63.291П. Устройство для ультразвуковой сварки
и обрезки в линии изготовления плоских кабелей.// Реферативный журнал., 2005г.,
№1, с.37.
7. 05.01-63.292П. Способ и устройство для
ультразвуковой приварки поперечной усиливающей накладки на ленты замка [типа "молния"].//
Реферативный журнал., 2005г., №1, с.37.
8. 05.09-63.190. Зависимость разрывного усилия
нетканых полотен от шага между сварными швами при ультразвуковой сварке.//
Реферативный журнал., 2005г., №9, с.20.
9. 05.12-63.262П. Ультразвуковой сварочный пресс.//
Реферативный журнал., 2005г., №12, с.31.
10. С.С. Волков, Изготовление нетканых материалов
посредством скрепления волокнистых холстов ультразвуковой сваркой.// Сварочное
производство., 2001., №4.,с.46-52.
11. С.С. Волков, Влияние параметров режима
ультразвуковой сварки на разрывное усилие нетканых материалов.// Сварочное
производство, 2005, №1., с.21-27.
12. С.С. Волков, Ультразвуковая сварка синтетических
тканей технического назначения.// Сварочное производство, 2008, №2,с.30-36.
13. А.А. Фоменко, Ультразвуковая сварка полимерных
многослойных плёночных материалов.// Сварочное производство, 2001, №2,с.50-52.
14. С.С. Волков, Ультразвуковая контурная сварка тары
из полимерных материалов, наполненной пищевыми продуктами.// Сварочное
производство, 2008, №1,с.29-35.
15. С.С. Волков, Ю.Н. Орлов, Магнитоупругий датчик для
контроля качества сварного соединения при ультразвуковой сварке пластмасс.//
Сварочное производство, 2001, №5,с.25-30.
16. Н.П. Нестеренко, И.К. Сенченков, Состояние и
перспективы совершенствования ультразвуковой сварки полимеров и термопластичных
композиционных материалов. // Сварочное производство, 2002, №10,с.19-26.
17. С.С. Волков, Технология ультразвуковой сварки
многоэлементных изделий из жестких пластмасс.// Сварочное производство, 2003,
№10,с.35-39.
18. С.С. Волков, Влияние размеров разделки кромок на
прочность сварных соединений из жестких пластмасс, выполненных ультразвуковой
сваркой.// Сварочное производство, 2003, №1,с.22-26.
19. Ультразвуковая сварка // Другие виды сварки
[Электронный ресурс]. – Режим доступа
20. Ультразвуковая сварка // История сварки
[Электронный ресурс]. – Режим доступа
21. С.С. Волков, Ультразвуковая сварка пластмасс и
запрессовка металлов.// [Электронный ресурс]. – Режим доступа:
22. А. Хольт, Ультразвуковая сварка: дефекты и их
выявление.// Полимеры [Электронный ресурс]. – Режим доступа:
http://www.omnexus.com, свободный. – Загл. с экрана.
Додаток А