Дипломная работа: Механизированная заготовка сена в ф\х "Веенка" с модернизацией ротационной косилки
Тема:
Механизированная
заготовка сена в ф\х "Веенка" с модернизацией ротационной косилки.
Введение
Одним из основных видов
корма в зимний период является сено, в котором содержатся все питательные вещества,
необходимые для полноценного кормления животных. Для получения сена используют
многолетние и однолетние бобовые и злаковые кормовые травы в чистом виде их
смеси, а так же травостои природных улучшенных кормовых угодий, скошенные не
позднее массового цветения бобовых и до начала цветения злаковых трав. В
зависимости от ботанического состава и условий произрастания трав – сено
подразделяют на следующие виды: сеяное бобовое, сеяное злаковое, сеянное
бобово-злаковое, естественных сенокосов. В зависимости от содержания бобовых и
злаковых растений, а также от физико-химических показателей сено по ГОСТ4808-75
подразделяют на три класса – первый, второй и трети, которые должны
удовлетворить требованиям и нормам.
Для получения сена
высокого качества, необходимо правильно организовать уборочные работы. Урожай
трав, а также содержание в растениях протеина, клетчатки, витаминов и других
веществ значительно зависят от фазы развития растений, при которой происходит
уборка. Травы по мере созревания становятся менее питательными и хуже
перевариваются животными. Крупный рогатый скот поедает больше и охотнее сено,
приготовленное из трав, скошенных в более ранние фазы развития. Поэтому одним
из основных условий получения высококачественного сена является своевременное кошение
трав. Кроме того, на качество получаемого сена большое влияние оказывает
продолжительность сушки трав. В результате исследований установлено, что при равномерной
ускоренной сушке трав, обеспечиваемой такими операциями, как вспучивание,
ворошение, потери питательных веществ могут быть снижены.
Внедрение новых
технологических приемов заготовки сена сельскохозяйственное производство должно
основываться на создании высокопроизводительных машин, максимально приближающих
процессы кормопроизводства к промышленному производству.
В данном дипломном
проекте мы попытались проанализировать работу ротационной косилки, выявить ее
недостатки и пути их устранения. В дипломном проекте были проанализированы
такие вопросы, связанные с особенностями технологического процесса среза, как
качество среза, высота среза, конструкция режущих элементов.
На основании анализа были
выдвинуты основные пути модернизации косилки.
Результаты проведенной
работы изложены в данном проекте.
1. Обоснование путей модернизации для
ротационной косилки
1.1
Характеристика
природных и хозяйственных условий ф\х «Веенка»
Ф\х «Веенка» расположено
в Центральном районе нечерноземной полосы Российской Федерации, в преимуществе
своем располагается на Среднерусской возвышенности и в силу этого имеют холмистую
поверхность, расчлененную оврагами и балками.
Характер рельефа
сельскохозяйственных площадей вполне типичен области в целом.
Территория
сельскохозяйственных земель находится в полосе раздела почвенных характеристик,
поэтому встречаются как дерново-подзолистые, так и суглинистые. Разнообразие
почвенного состава земель обуславливает и пеструю картину по содержанию
питательного состава ее и закисленности. Нейтральных и близко к нейтральным
(рН5,6 и более) почв в хозяйстве около 15%, слабо кислотных и средне кислых
22%, остальное количество почв (свыше 60%) сильно кислых и нуждаются в
проведении мероприятий по системному известкованию их.
Климат на территории ф\х
«Веенка», как и во всем центральном районе нечерноземной полосы РФ, умеренно
континентальный. Средне годовая температура воздуха в зоне расположения
сельскохозяйственных угодий колеблется от +3,6 С до +4,7 С. Средняя температура
января от –9 С до –10 С, а июля от +16 С до +19 С. Первые заморозки
наблюдаются, как правило, в конце сентября. Зимой преобладает пасмурная погода
с умеренными морозами. Устойчивый снеговой покров образуется обычно в конце
ноября и разрушается в начале апреля.
Осадков выпадает за год в
среднем 600-650 миллиметров. Из общего количества осадков две трети приходится
на апрель-октябрь месяц, однако неравномерность их выпадения в течении
вегетационного периода и общей их недостаток в июне-июле месяце вызывают
целесообразную необходимость в организации искусственного орошения. По данным
агроклиматического справочника по Калужской области, весна в Центральной
области длится 40-50 дней. В летнее время преобладают малооблачные дни и дни с
переменной облачностью. Число пасмурных дней в этот период невелико - всего
7-10 в месяц. В целом климатические условия благоприятствуют успешному ведению
сельскохозяйственного производства и в частности, земледелия.
Ф\х «Веенка» имеет
молочно-мясную направленность, животноводство составляет 84,4% от всей
хозяйственной деятельности. Основным источником кормов являются полевые и
кормовые севообороты. На пастбищах преобладают травы характерные для данной
зоны: клевер розовый, клевер красный, овсяница луговая, тимофеевка, мышиный
горошек, мятлик луговой. На выгонах из трав преобладают мятлик луговой,
полевица, тысячелистник, клевер ползучий, душистый полосок, подорожник.
Сенокосы в хозяйстве
составляют 144 га, из них улучшенных 129 га. На улучшенных сенокосах, которые
составляют 129 га, в основном выращивают люцерну, что позволяет снимать по 1-2
укоса за сезон.
1.2
Анализ
питательных свойств сена
Сено –
один из основных видов корма в зимних рационах животных. В одном килограмме
высококачественного лугового сена содержатся все питательные вещества,
необходимые для полноценного кормления (0,42 корм. ед., 48г пере варимого
протеина, 30 мг. каротина), в 1 кг. сена из клевера с тимофеевкой – 0,46 Анализ
питательных свойств сена. корм. ед., 58 г. перевариваемого протеина, 25 мг
каротина.
Сено из бобовых и злаковых трав,
убранных в начале цветения, обладает особой кормовой ценностью, так как
содержит большое количество протеина, жиров и незаменимых аминокислот.
Для заготовки высоко питательного
сена используют многолетние травы (бобовые) и злаковые, скошенные
соответственно в фазе бутонизации и колошения, так как в этот период травы
накапливают наибольшее количество сухих веществ и содержат меньше влаги. Эти
факторы следует учитывать при выборе технологической схемы заготовки сена.
Таблица 1.1
Питательная ценность сена (данные
ВИЖа).
| Корм |
Содержание питательных и
минеральных веществ
( % в сухом веществе )
|
Содержание каротина
(мг, в сухом веществе)
|
| Про теин |
Жир |
Клетчатка |
Кальций |
фосфор |
| Свежескошенная масса клевера с
тимофеевкой |
11,2 |
3,7 |
25,9 |
1,4 |
0,3 |
180 |
| Сено, приготовленное активным
вентилированием |
12,2 |
3,6 |
28,2 |
1,2 |
0,2 |
72 |
| Сено, приготовленное обычным способом
в благоприятную погоду |
11,5 |
2,0 |
32,0 |
0,9 |
0,1 |
56 |
1.3
Агротехнические
требования к процессу заготовки рассыпного сена
Получение высоко качественного сена
во многом зависит от сроков уборки. Общая продолжительность сроков должна быть
минимальной. В Центральной нечерноземной зоне травы требуются убирать за 10-15
дней.
Очередность проведения сенокосов в
хозяйствах устанавливается следующая. В начале на суходольных лугах всех типов
и в долинах малых рек, затем в низинах, пойменных и заливных лугах с высоким и
средним урожаем, в травостое которых преобладают быстро развивающиеся злаки,
позднее на лесных улучшенных и сеянных сенокосах. В последнюю очередь убирают
травы на торфяниках и болотистых участках, пойменных и заливных лугах низкого
уровня, а затем скашивают однолетние травы.
Высота среза растений для
естественных сенокосов и многолетних трав лесной зоны при первом укосе должна
составлять 5-6 см., а при второй должна составлять от 6 до 7 см. Если скашивают
сеянные многолетние травы для получения семян, то можно увеличить высоту среза
до 8 – 9 см Срез луговых сеяных трав (1 – го года) не должен быть ниже 10 –12
см. Однолетние травы и их смеси скашивают на высоте 4-6 см.
Следует помнить, что увеличение
высоты среза сверх рекомендуемой приводит к значительной потере урожая, а
уменьшение ее снижает последующие урожаи трав и сохранность травостоев.
Отклонение высоты среза от
установленного уровня не должно превышать  см.
по всей длине режущего аппарата. Необходимо обеспечить также ровный и полный
срез, чтобы растения не выдергивались из почвы, а корни их не попадали в
скошенную массу.
см.
по всей длине режущего аппарата. Необходимо обеспечить также ровный и полный
срез, чтобы растения не выдергивались из почвы, а корни их не попадали в
скошенную массу.
Общие потери при кошении трав от
увеличенной высоты среза, не срезанных растений и других не должны превышать
2%.
1.4
Агротехнические
требования к заготовке прессованного сена
При заготовке прессованного сена
значительно снижаются его потери, повышаются качество и питательная ценность
корма, снижаются эксплуатационные расходы на перевозку и хранение.
Плотность сена в тюках для
нормального его хранения должна быть равномерной и в зависимости от условий
уборки регулироваться от 100 до 200 кг/м .
Если сено досушивается методом активного вентилирования, то влажность его при
прессовании может составлять от 30 до 35 % при плотности тюков от 100 до 130
кг/м
.
Если сено досушивается методом активного вентилирования, то влажность его при
прессовании может составлять от 30 до 35 % при плотности тюков от 100 до 130
кг/м . В случаях, когда нет необходимости
досушивать массу, подбирают валки и прессуют их при влажности 20 – 22%, а
плотность валков увеличивают до 180 кг/м
. В случаях, когда нет необходимости
досушивать массу, подбирают валки и прессуют их при влажности 20 – 22%, а
плотность валков увеличивают до 180 кг/м .
.
Размеры тюков рекомендуются
следующие:
длина - 0,7 – 1,0 м,
ширина - до 0,5 м,
высота - до 0,36 м.
Общие потери сена при подборе его из
тюков не должно превышать 2%.
1.5
Анализ
состояния и перспективы механизации производства сена
Для скашивания естественных и сеяных
трав в нашей стране и за рубежом, в зависимости от природно-климатических
условий, применяют различные машины, которые по типам режущих аппаратов можно
разделить на три группы.
К первой, наиболее многочисленной
группе относятся косилки и жатки с пальцевыми режущими аппаратами низкого,
среднего и нормального среза. Они характеризуются следующими параметрами:
t - шаг режущей части ( расстояние
между осевыми линиями сегментов);
t - шаг противорежущей части (
расстояние между осевыми линиями пальцев);
- шаг противорежущей части (
расстояние между осевыми линиями пальцев);
s - ход резания ( перемещение ножа из
одного крайнего положения в другое).
Аппараты низкого резания имеют
соотношение параметров:
s=t=2*t
Но они редко применяются из-за
повышенной металлоемкости и ухудшения качества работы на участках с большой
урожайностью.
Аппараты среднего резания
характеризуются соотношением
s=t=k*t =76.2 mm,
=76.2 mm,
где: 1<k<2.
Практика показала, что эти аппараты
по сравнению с другими имеют худшее качество среза стеблей, поэтому в последнее
время они используются
Только на некоторых зарубежных
косилках.
Аппараты нормального резания с
одинарными и двойным пробегом ножа соответственно характеризуется соотношением:
s=t=t =76.2 mm (или 90mm)
=76.2 mm (или 90mm)
s=2t=2t =152.4 mm (или 101,6mm)
=152.4 mm (или 101,6mm)
Эти аппараты в настоящее время
получим наиболее широкое применение на отечественных и зарубежных комбайнах и
косилках. Они состоят из бруса, на котором через определенный шаг, в
зависимости от убираемой культуры, установлены пальцы с противорежущими
пластинами, и ножа, выполненного в виде полосы с закреплёнными на ней
сегментами и имеющего одинарный или двойной пробег. Для предохранения от
деформации используют также пальцы закрытого типа.
Существенно повысить
производительность косилок и жаток с режущими
аппаратами первой группы за счёт увеличения поступательной скорости машины
нельзя из-за появления больших инерционных нагрузок, которые возникают с ростом
числа ходов ножа. Одна из лучших машин этого типа, отечественная косилка
КС-2,1Б, удовлетворительно работает при максимальной рабочей скорости не более
3,8м/с.
Во вторую группу входят косилки и
жатки с двух ножевым режущим аппаратом, в котором уравновешены инерционные
силы, возникающие при работе. Благодаря этому снижается вибрация машины и
трактора, что повышает надежность, рабочую скорость, производительность и
устойчивость агрегата.
К третьей группе жатвенных механизмов
можно отнести режущие аппараты непрерывного действия – ценовые и ротационные.
Первые получили ограниченное распространение вследствие недостаточной долговечности
из-за значительного числа пар трения, работающих в абразивной среде.
Ротационные аппараты устанавливают на косилках. Они незаменимы при уборке на
каменистых почвах, скашивании малоценных трав с лугов и полей.
Как в нашей стране, так и за рубежом
непрерывно совершенствуются технологии и машины для заготовки кормов.
Предусматривается поднять уровень механизации работ, эффективность труда за
счёт повышения скоростей, увеличения ширины захвата, использования новых
рабочих органов, создание машин для интенсивности процесса сушки трав и в
полевых условиях совмещения нескольких технологических операций. При
традиционном методе заготовки сена у нас используется несколько типов и модификаций
косилок, применение которых зависит от условий- конфигурации и размеров полей,
мощности энергетических средств, климатических особенностей, вида растений и
т.п. В системе машин для комплексной механизации выпускаются машины хорошо
зарекомендовавшие себя – однобрусная универсальная навесная косилка КС-2,1Б;
двухбрусная полунавесная косилка КДП-4,0 и трехбрусная прицепная косилка
КТП-6,0.
Однако наиболее перспективными
машинами являются машины с ротационными режущими аппаратами. Также машины не
ограничиваются в скорости работы т.е. движения агрегата. Косилки с роторными
режущими аппаратами имеют простую конструкцию и работают не зависимо от
климатических особенностей и вида растений.
1.6
Анализ
других конструктивных схем ротационных режущих аппаратов
Конструкции режущих аппаратов
позволяют разделить их на два основных типа. Первый тип имеет роторы,
выполненные в виде вертикальных консольных валов с закреплёнными внизу несущими
элементами с ножами. Несущим элементом является диск, вращающийся в горизонтальной
плоскости. Привод роторов осуществляется сверху, что обуславливает верхнее
расположение несущей рамы, под которой проходят срезанные растения.
Во втором типе аппаратов применяются
роторы с нижним приводом. В этих аппаратах роторы с ножами смонтированы сверху
плоской коробчатой рамы, внутри которой размещён привод роторов. Скошенная
масса проходит над несущей рамой.
При нижнем приводе аппаратов трава
укладывается в прокос, а при верхнем – формируется в валки.
Недостатком косилок с верхним
приводом является большая металлоёмкость на 1м захвата. Формируемый валок,
после скашивания, плохо продувается следовательно трава долго сохнет.
В связи с этим ротационные аппараты с
нижним приводом в последние годы получили более широкое применение.
Фирма Звегерс (Нидерланды) создала
образец ротационной косилки с комбинированным приводом, крайние роторы
приводятся сверху, а два средних - снизу. Благодаря такой компоновке привода
получена жесткая рама, что повышает надежность работы косилки. Пока это
единственная конструкция косилки с комбинированным приводом.
1.7.Физико-механические свойства
стеблей трав
Лучшими являются такие сроки кошения,
которые позволяют получить сено с высоким содержанием протеина и каротина: для
злаковых трав – это период колошения (до начала цветения), для бобовых – период
бутонизации, естественных трав – период начала цветения. Заканчивать кошение
трав следует до окончания периода полного цветения.
При очень низком срезе трав снижается
их способность к воспроизводству, при высоком – теряется значительная часть
урожая. В лесолуговой зоне высота среза естественных сенокосов 5-6 см. Высота
среза сеяных трав 8…10 см.
Высота трав в среднем составляет
40…80 см. Урожайность трав в зависимости от зоны 0,5…3т/га. Среднее число
стеблей на 1м2 составляет для трав – 1000…10000.
Таблица 1.2
Характеристика травостоя
| Культура |
Диаметр
стеблей в плоскости среза мм |
Высота
стеблей см |
Густота
травостоя
Шт. на 1м2
|
Влажность
%
|
|
Клевер (фаза цветения)
Костер безостый
(фаза кошения)
Овсяница луговая
(фаза кошения)
Люцерна (фаза
Цветения)
Тимофеевка (фаза
Колошения)
|
4-5
3-4
1,5-2,5
4-5
3-4
|
30-40
40-50
25-35
35-40
50-60
|
2500
2500
2500
1100
1100
|
82,2
74,1
66,1
75,3
72,7
|
Жесткость стеблей EI=49…646 H*см2
Работа затрачиваемая на срезание
стеблей с площади 1м2, по данным академика Н.А.Карненко, составляет
для зерновых 98-196 Дж/м2, для трав- 196…294Дж/ м2.
Работа, необходимая для срезания одного стебля, составляет 2,26 Дж/ с.
1.8. Ротационный режущий аппарат
Основной задачей при расчёте
ротационных косилок является определение минимальной скорости, необходимой для
пере резания растительного материала. Если исходишь из прочности стебля и
массы, которая вовлекается в деформацию ударом ножа, то при срезании единичного
прямостоящего стебля минимальная скорость резания Vр выражается формулой:
 (1.1)
(1.1)
где: kc – разрушающее напряжение среза;
kc = (2…3)*104кПа;
g – ускорение свободного падения, м/с2;
E – модуль упругости,
Е=1,1*107кПа;
 -плотность материала стебля.
-плотность материала стебля.

При данных значениях минимальная
скорость резания будет равна:
При беспоткорном срезе, кроме
энергии, расходуемой непосредственно на разрушение материала стебля, энергия
расходуется на его изгиб, трение стерни о нижнюю поверхность диска и на
отбрасывание срезанной части растений, поэтому энергоёмкость ротационных
косилок больше, чем косилок с возвратно-поступательным движением ножа.
Написанные выражения минимальной
скорости верны лишь для случая пере резания единичного стебля, а при срезании
сплошной массы травостоя, при работе косилки в поле требуется введение
поправочных коэффициентов.
Движение лезвия в этих условиях
описывается следующим дифференциальным уравнением:

где: I-момент инерции подвижных частей установки; м4;
 - угол поворота лезвия в тормозном
режиме; град;
- угол поворота лезвия в тормозном
режиме; град;
M- момент сопротивления травостоя
срезу; м4.
 (1.2)
(1.2)
где:  -
удельная сила резания (Н);
-
удельная сила резания (Н);
 - участок лезвия, мм
- участок лезвия, мм
 - расстояние по радиусу от оси
вращения до участка
- расстояние по радиусу от оси
вращения до участка  , мм.
, мм.
Cила перерезания одного стержня не
зависит от густоты стеблестоя.
Зависимость  выражается формулой
выражается формулой
 (1.3)
(1.3)
где: а,b и с – коэффициенты, характеризующие физико-механические
свойства материала и геометрию лезвия. (табл. 1.3)
Таблица 1.3. Значения коэффициентов
| Культура |
a |
b |
c |
|
Клевер
Костер
Тимофеевка
Люцерна
|
0,08
0,178
0,100
0,096
|
1,40
3,50
2,40
2,43
|
1,71
1,60
1,10
1,39
|
Зависимость удельной силы резания Рс
от скорости Vp показана на графике.
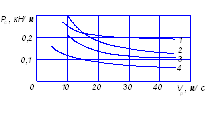
Рис. 1.1 Зависимость удельной силы
резания Рс в функции от скорости Vp
1-костер; 2-тимофеевка; 3-люцерна;
4-клевер.
Густота травостоя 1000 шт на 1м2
При затуплении лезвия до 100-120 мкм
удельная сила резания увеличивается в среднем на 12-18%.
1.9. Оценка качества среза
За оценку качества среза можно
принять отношение высоты стерни к высоте среза:

где: Нст- высота стерни,
мм.
hср- высота среза, мм.
Эта величина всегда больше единицы и
является коэффициентом увеличения высоты среза. Результаты экспериментов для
некоторых трав представлены в виде зависимости  от
скорости Vp
от
скорости Vp
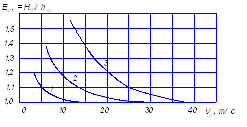
Рис. 1.2. Зависимость  от скорости резания
от скорости резания
1-клевер; 2-костер; 3-овсяница
луговая;
С увеличением скорости резания
коэффициент  уменьшается и при
некоторой скорости, различной для разных культур, становится равным единице.
При этой скорости, которую принято называть верхней минимальной скоростью
резания Vp min, срез прямостоящего стебля
происходит практически без отгиба.
уменьшается и при
некоторой скорости, различной для разных культур, становится равным единице.
При этой скорости, которую принято называть верхней минимальной скоростью
резания Vp min, срез прямостоящего стебля
происходит практически без отгиба.
Для кошения с наименьшими потерями
скорость резания должна быть равна или больше верхней минимальной, значения которой
для различных культур приведены в таблице.
Таблица 1.4.
Значение Vp min для некоторых культур.
| Культура |
Клевер |
Люцерна |
Костер |
Тимофеевка |
|
Vp min,м/с
|
13 |
15 |
24 |
23 |
Результаты исследований показали, что
сопротивление и работа резания уменьшаются по мере увеличения скорости резания.
Это может быть объяснено тем, что усилие на режущей фаске лезвия складывается
из двух составляющих: силы смятия, которая вызвана раздвиганием материала
фасками лезвия, и усилия защемления вследствие изгиба стебля. Последнее усилие
пропорционально прогибу и, таким образом, зависит от скорости резания, поэтому
суммарная сила резания тоже уменьшается с увеличением скорости.
1.10. Время перерезания стебля
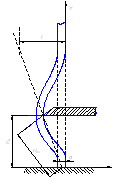
Рис.1.3. Схема для определения .
.
 (1.4)
(1.4)
где: f – прогиб срезанных стеблей, мм;
d – диаметр стебля, d=4 мм;
Vp – скорость резания; Vp =45 м/с.
По коэффициенту  можно получить значение
прогиба срезаемых стеблей.
можно получить значение
прогиба срезаемых стеблей.
 (1.5)
(1.5)
Высоту среза hср возьмём 5-6 см, это средняя высота среза для трав.
Коэффициент  возьмём средним для всех
возьмём средним для всех  =1,2.
=1,2.
Тогда: 
Отгиб стебля при высоте среза 60мм
составил 30мм.
Подставим полученное значение в
формулу (1.4)
Получим время среза одного стебля:

Из полученного результата видно, что
время среза одного стебля составило 0,008с.
С увеличением скорости резания
коэффициент  будет приближаться к
единице, следовательно отгиб стержня f будет приближаться к нулю, вследствие этого время среза одного стебля
будет уменьшаться.
будет приближаться к
единице, следовательно отгиб стержня f будет приближаться к нулю, вследствие этого время среза одного стебля
будет уменьшаться.
С увеличением высоты среза от 10 до
150мм верхняя минимальная скорость увеличивается на 10-25%.
1.11.Расположение фасок на режущей части
сегмента
Расположение фасок также влияет на
сопротивление резанию.
Существует два вида лезвия сегмента с
верхней и нижней заточкой.
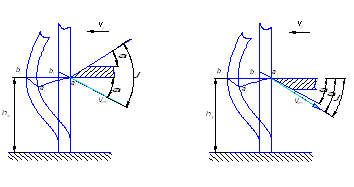
Рис.1.4. Верхняя заточка Рис.1.5.Нижняя
заточка
При верхнем расположении фасок угол
между направлением относительной скорости Vотн и верхней фаской равен сумме углов  +
+ 1, а при нижнем
уменьшается и становится равным и становится равным одному углу
1, а при нижнем
уменьшается и становится равным и становится равным одному углу  1, что создает
более благоприятные условия среза. Зависимость удельной силы резания от
скорости для различной заточки и разных культур показано на рисунке.
1, что создает
более благоприятные условия среза. Зависимость удельной силы резания от
скорости для различной заточки и разных культур показано на рисунке.
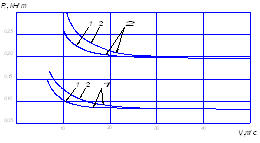
Рис.1.6. Зависимость удельной силы
резания от скорости.
I – клевер; II – костер;
1 – нижняя заточка; 2 - верхняя
заточка;
Из рисунка видно, что минимальная
скорость резания при нижней заточке на 8-12% меньше, чем при верхней заточке
лезвия.
1.12Анализ процесса резания
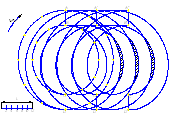
Рис.1.7 Циклоида движения ротора с
двумя режущими элементами.
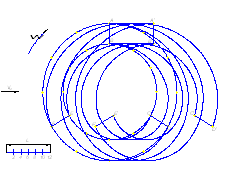
Рис.1.8 Циклоида движения ротора с
тремя режущими элементами.
Для того чтобы проанализировать
процесс резания, построим циклоиды движения режущего аппарата с двумя режущими
сегментами(рис.1.9) и режущего аппарата с тремя режущими сегментами.
Как видно из рисунка 1.9. увеличение
скорости движения агрегата появляются участки не скошенной массы
(заштрихованные участки), что приводит к большим потерям и ухудшению качества
технологического процесса.
Не скошенные участки приводят к
замедлению отрастания травы, нарушается целостность травостоя, ухудшению
качества сена.
На рисунке 1.10 показан процесс среза
растений тремя режущими сегментами. Как мы видим участки не скошенной массы
пропали, срез происходит более качественно. Сено получается более высокого
качества.
Из построенных циклограмм (рис.1.9 и
рис.1.10) мы видим, что с увеличением скорости движения агрегата срез
происходит не полностью (рис. 1.9), для этого следует добавить по одному
режущему сегменту на каждый режущий аппарат.
Для трёх сегментов желательно, чтобы
рабочая длина лезвия была больше, чем подача на одно лезвие т.е.
 ,мм.
,мм.
Однако нам надобно делать эту длину
значительно больше подачи, так как в этом случае часть лезвия у основания
сегмента не будет участвовать в резании.
1.13 Анализ функционирования
ротационного аппарата косилки КРН-2,1
Проведенные исследования ротационного
аппарата косилки КРН-2,1 показали нам ряд несущественных недостатков, но в результате
их устранения и модернизации режущего аппарата можно добиться повышения
производительности.
1.На режущем аппарате ротационной
косилки КРН-2,1 используются ножи с верхней заточкой лезвия. Как видно из
рисунков, а также из диаграммы на рис это не очень благоприятно, так как при
этом минимальная скорость резания увеличивается на 8-12%
2.На диске ротора косилки КРН-2,1
расположены два режущих элемента, что ограничивает скорость машины, так как при
увеличении скорости появляются участки не скошенной травы. Ограничение
скорости, в свою очередь влияет на производительность. Для косилки КРН-2,1 она
составляет 3га/г.
3.В процессе эксплуатации происходит
затупление лезвия режущего элемента, что сказывается на качестве среза.
При затуплении лезвия до 100-120 мкм
удельная сила резания увеличивается в среднем на 12-18%.
4.Из проведенных исследований видно,
что для кошения с наименьшими потерями скорость резания должна быть равна или
больше верхней минимальной, значения которой приведены в таблице.
В результате анализа мы выявили
недостатки работы ротационного аппарата косилки КРН-2,1.
1.14.Пути модернизации ротационной косилки
КРН-2,1
1.Увеличение числа режущих элементов
на одном диске до трёх штук.
Это даёт нам возможность увеличить
скорость движения агрегата, что в свою очередь позволило нам увеличить
производительность.
2.Замена режущих элементов с верхней
заточкой на элементы с нижней заточкой режущей кромки.
Это позволило увеличить качество
среза и уменьшить потери питательных веществ из сена.
3.Изготовление режущих кромок с
самозатачивающимся эффектом.
Это позволило нам на протяжении всего
технологического процесса заготовки сена иметь качественный срез растений.
2. Анализ вариантов технических
решений и выбор рационального
2.1 Описание вариантов
В результате проведенных исследований
мы предполагаем три варианта модернизации косилки.
Во всех трёх вариантах мы принимаем
ножи с нижней заточкой лезвия.
В первом варианте мы предлагаем
увеличить производительность за счёт увеличения ширины захвата, для этого мы
добавляем два дополнительных ротора. Количество ножей оставляем прежним (m=2). Такая конструкция более тяжёлая
и металлоёмкая.
Во втором варианте, увеличиваем
количество ножей на каждом роторе до трёх, при этом не изменяем скорости
резания и скорости движения агрегата. Число режущих аппаратов оставляем
прежним(4шт.).
В третьем варианте мы увеличиваем
число ножей на каждом режущем аппарате до трёх. При этом увеличиваем скорость
резания. Так же увеличиваем скорость движения агрегата до 20 км/ч. Число режущих
аппаратов оставляем прежним(4 шт.).
Так как ни один из предложенных
вариантов не является идеальным, т.е. не отвечает всем требованиям, то оценку
вариантов проводят методом комплексного анализа.
2.2 Оценка вариантов и выбор наиболее
рационального для проектирования
Сущность метода комплексного анализа
состоит в определении и анализе одного общего(интегрального) показателя Кинт:
 (2.1)
(2.1)
где:  -коэффициент
весомости i-го сравниваемого показателя среди
всего числа оцениваемых показателей;
-коэффициент
весомости i-го сравниваемого показателя среди
всего числа оцениваемых показателей;
n – число оцениваемых показателей.
Тогда ясно, что:

Оценка уровня качества комплексным
методом включает в себя следующие операции:
-
установление 5-7
оцениваемых показателей эксплуатационно-технических свойств и их значений;
-
определение
коэффициентов  каждого
показателя (экспертным опросом);
каждого
показателя (экспертным опросом);
-
вычисление
относительных значений  единичных
показателей сравниваемых вариантов;
единичных
показателей сравниваемых вариантов;
-
определение значений
произведений  *
* по каждому единичному
показателю;
по каждому единичному
показателю;
-
окончательное
определение обобщенного показателя Кинт для каждого варианта;
-
сравнение
значений Кинт. Большее является основанием для выбора данного варианта в
качестве наиболее рационального.
Число определение значений тех или
иных показателей свойств вызывает у обучаемых определённые затруднения. Это
естественно, так как на данном этапе мы имеем дело с конструкциями, которых ещё
нет, которые ещё не рассчитаны. В этом случае возможны их ориентировочное
установление баллами. Высший балл даёт эталону, остальным вариантам – по
решению дипломника совместно с руководителем.
При определении свойств и их
показателей необходимо соблюдать следующие условие – каждый показатель должен
выделять хотя бы один вариант из других.
Результаты вычислений представлены в
таблице 2.1.
Таким образом, из предположенных
вариантов наиболее эффективным оказался вариант 3. Его мы и принимаем за
основной для дальнейшего модернизирования.
3. Конструкторская часть
3.1.Устройство и работа косилки
Косилка ротационная состоит из: рамы
навески 5; подрамника 2; режущего аппарата 8; полевого делителя 4; тягового
предохранителя 10; механизма привода7; стойки 9; механизма уравновешивания 11;
гидрооборудования 1.
Срезания стеблей растения
осуществляется с помощью ножей, шарнирно установленных на роботах вращающихся
на встречу друг к другу. Ножи срезают траву, подхватывают ее и выносят из зоны
резания, перемещая над режущим брусом.
Скошенная трава, ударяясь о щиток
полевого делителя, меняет траекторию движения, укладывается в покое и
освобождает место для прохождения колес трактора при последующем проходе. Привод
косилки осуществляет ЭВМ трактора.
Ротационный режущий аппарат.
Ротационный режущий аппарат
предназначен для скашивания травы. Он состоит из бруса 12, в котором
установлены шестерни 8. Под днищем бруса установлены башмаки 7, которыми
режущий аппарат опирается на землю.
На режущем аппарате имеются 4 ротора,
каждый из которых снабжен тремя ножами 9,шарнирно установленными на специальных
болтах 17, ротор 1 установлен на валу 4на шлицевом соединении, затянут гайкой
11 законтрен шайбой.
3.2.
Расчет
основных параметров модернизированной косилки
Для расчета в качестве исходных
данных используются параметры, обусловленные агротехническими требованиями. К
ним относятся:
В=2.1 м –ширина захвата
V- рабочая скорость, км/ч.
В качестве повышения
производительности мы увеличиваем скорость на 5 км/ч, таким образом
V=20 км/ч.
В качестве вида культуры мы выбрали
сеяные травы.
Наименьшее число роторов определяется
требованиями простоты конструкции привода, кат как технологические и
энергетические преимущества роторов малого диаметра не могут возместить
трудности производства многороторных режущих аппаратов.
- Расчетный диаметр ротора
D=2R,м (3.1)
D=B/K,м
В- ширина захвата;
В=2.1 м.
К- количество роторов, шт.
К=4.
D=2.1/4=0.524 м.
- Число ножей на роторе, m.
В качестве одного из ножей
модернизации мы принимаем: m=3.
- Верхняя минимальная скорость (Vpmin )
Для сеяных трав верхняя минимальная
скорость равна
Vpmin =45 м/с.
- Угол между соседними лезвиями:
 ; рад. (3.2)
; рад. (3.2)
 ;
;
 число режущих элементов, шт.
число режущих элементов, шт.
 , рад.
, рад.
- Угол, при котором скорость резания достигает
минимума.
 - Угловая скорость ротора:
- Угловая скорость ротора:
 (3.4)
(3.4)
.  -
угол между соседними лезвиями, град.
-
угол между соседними лезвиями, град.
 -минимальная скорость резания, м/с.
-минимальная скорость резания, м/с.
Т. О.
- Частота вращения  :
:
 (3.5)
(3.5)
-
Отношение
поступательной скорости к окружности скорости ротора:
 (3.6)
(3.6)
- Рабочая высота лезвия  , мм:
, мм:
 (3.7)
(3.7)
V=5.6м/с;


-
Суммарная рабочая
высота лезвия  ,мм:
,мм:
 (3.8)
(3.8)
при m=3 К=1.203
-
Площадь,
скашиваемая лезвием за один оборот F  :
:
 (3.9)
(3.9)
- Перекрытие режущих элементов
При работе много роторных косилок
необходимо, чтобы траектории режущих элементов соседних роторов несколько
перекрывали одна другую во избежание пропуска не срезанных участков травы.
Расчетная формула для определения
перекрытия имеет вид:
 (3.10)
(3.10)
m=3

-
Конструктивный
радиус ротора
 (3.11)
(3.11)
- Удельная сила резания  ,кН
,кН
Сила резания определяется по формуле:

где: а,в,с- коэффициенты,
характеризующие физико-механические свойства материала и геометрию лезвия.
Таким образом:

- Крутящий момент на одном роторе М,
Н×м:
 Н*м (3.13)
Н*м (3.13)
где: 
-
Суммарный момент,
приведенный к ВОМ  Н×м:
Н×м:
 Нм (3.14)
Нм (3.14)
где: К- количество роторов
К=4
М=0.35 Нм
n- частота вращения
n=2050 об/мин
 об/мин
об/мин
Таким образом:
 Нм
Нм
-
Мощность привода
одного ротора:
 (3.15)
(3.15)
где: 
- Суммарная мощность привода режущего
аппарата
 кВт (3.16)
кВт (3.16)

Таким образом производительность
агрегата найдем по формуле:
 га/час
га/час
где:  -
конструктивная ширина захвата агрегата;
-
конструктивная ширина захвата агрегата;
 =2.1 м
=2.1 м
 -расчетная скорость движения км/ч
-расчетная скорость движения км/ч
 =20 км/ч;
=20 км/ч;
0.1- коэффициент пересчета мер правой и
левой части равнения.
 га/час
га/час
Из проделанных расчетов видно, что с
увеличением скорости на 5 км/ч и увеличением числа режущих сегментов до 3 штук,
мы добиваемся увеличения производительности на 30 %. Что не мало важно при
заготовке трав на сено, т.к. уборка происходит в очень сжатые сроки.
3.3 Клиноременная передача
Клиноременная передача косилки
состоит из ведущего шкива, клиновых ремней и ведомого шкива. Передача защищена
кожухом.
На валу 1 в корпусе шкива 6 смонтирована
обгонная муфта 15, предназначенная для обеспечения холостого хода роторов и
механизмов передач в момент отключения вала отбора мощности трактора. Ведущий
шкив 6 установлен на подшипниках 18, в корпусе 17, шарнирно подвешенном к
подрамнику на оси 3. Соосность канавок ведущего и ведомого шкивов
обеспечивается смещением корпуса 17 за счет перестановки регулировочных шайб.
Натяжение клиновых ремней
осуществляется с помощью натяжного устройства, состоящего из натяжника 10,
шарнирно связанного с корпусом шкива, пружины 8, чашечной шайбы и гаек 9.
Привод к ведущему шкиву
осуществляется от ВОМ трактора через карданную передачу.
3.4 Расчет клиноременной передачи
ротационной косилки
Ременная передача косилки состоит из
двух шкивов, ведущего и ведомого, соединенных между собой ремнями, и натяжного
устройства, создающего контактные давления между ремнем и шкивом и
обеспечивающего за счет сил трения передачу энергии. Начальное натяжение
создается при монтаже передачи.
Основные достоинства передач:
простота конструкции, сравнительно малая стоимость, способность передавать
вращательное движение на большие расстояния и работать с высокими скоростями,
плавность работы и малый шум, отсутствие смазочной системы.
На ротационных косилках ременная
передача служит для передачи энергии от ВОМ трактора на рабочие органы. В
конструкции косилки она используется в качестве повышающей передачи.
3.5 Критерии работоспособности
клиноременной передачи.
Опыт передачи ременных передач
показал, что их работоспособность ограничена тяговой способностью и
долговечностью ремня. В первом случае ремень теряет тяговую способность из-за
буксования в связи с недостаточной прочностью сцепления ремня со шкивом
(ведущий шкив вращается, а ведомый остается неподвижным). В результате
буксования ремень нагревается и может сойти со шкива. Поэтому в отличие от
упругого скольжения буксование в ременной передаче не допустимо.
Во втором случае выход из строя
ременной передачи связан усталостным разрушением ремня.
3.6
Расчет на
тяговую способность
Расчет ременной передачи на тяговую
способность основан на показателях тяговой способности и долговечности.
Тяговая способность передачи
определяется коэффициентом тяги Y=(f(q) и, следовательно, значением q.
Для расчета используется условие
работоспособности передачи в форме

 , (3.18)
, (3.18)
где: st - удельная окружная сила, называемая полезным
напряжением.
 - допускаемое полезное напряжение
мПа;
- допускаемое полезное напряжение
мПа;
А – площадь поперечного сечения
ремня, мм2.
 ,
,
 ,
,
где: Т1 - вращающий момент
на валу.
d1 - диаметр ведущего шкива
Удельная окружная скорость st - параметр, характеризующий тяговую
способность передачи.
Расчет тяговой способности передач с
нормальными и узкими клиновыми ремнями сводится к определению требуемого числа
ремней по соотношению, вытекающему из условия:
 , шт, (3.19)
, шт, (3.19)
Ft - полезная нагрузка, кН;
А - площадь сечения одного ремня, мм2
;
Gz - коэффициент,
учитывающий неравномерность распределения нагрузки
между ремнями в комплекте.; Cz = 0.85¸1.
Значение Cz можно уточнять в зависимости от числа
ремней в комплекте.
Z=3;
Cz = 0.8.
3.7
Допускаемое
полезное напряжение
Допускаемое полезное напряжение
ременной передачи находят из условия прочностной надежности ремня.
s1max <= se
В условии se - максимальное эффективное переменное
напряжение, которое ремень может выдержать в течении Ne циклов.
Значение se находят из уравнения кривой
усталости, получаемого экспериментально:

 , мПа, (3.20)
, мПа, (3.20)
где: м – показатель степени кривой
усталости. На основании экспериментальных исследований для клинопеременных
передач м = 11;
С – константа. определяемая
экспериментально для каждого типа ремней,
С = 38.2;
Если ввести в рассмотрение число
пробегов ремня в секунду:
n  , об/с ; (3.21)
, об/с ; (3.21)
где: V – скорость ремня м/с ;
L - длина ремня м;
n  ;
;
то при постоянном режиме нагружения
эффективное число циклов за весь срок службы
 , (3.22)
, (3.22)
где: Lh - срок службы ремня; Lh = 24000 ч
Zm - число шкивов;
 циклов
циклов

Допустимое полезное напряжение при
стандартных условиях работы
[st] = sto·cp· ca, (3.23)
где: cp - коэффициент динамичности для
клиноременных передач. cp = 1.1;
ca - коэффициент, учитывающий влияние
на тяговую способность передачи угла обхвата, при a=110° ca =0.78;
sto - допускаемое полезное напряжение
передачи, мПа;
 , мПа;
, мПа;
где bo - ширина ремня в нетральном слое; bo = 11мм;
Отсюда: [st]=2,45×1,1×0,78=2,1 мПа
Из проведенных расчетов видно, что
условие работоспособности выполняется; т.е.
st <= [st]
3.8 Сила начального натяжения ремня
Y=Y0
ca cp, (3.24)
где Y0 = 0,67 – коэффициент тяги стандартной передачи;
Y=0,67×0,78×1,1=0,57
Далее вычисляем коэффициент q :
q = (1+Y)/(1-Y); (3.25)
q = (1+0,57)/(1-0,57) = 3,7
Вычисляем:
 , н; (3.26)
, н; (3.26)
F2 = F1 – Ft, H; (3.27)
F2 = 49 – 36 = 13Н;
Сила начального натяжения ветвей
передачи:
Fo = 0,5(F1+F2),
H (3.28)
Fo = 0,5(49+13) = 27H;
3.9
Геометрические
параметры ременной передачи
Основным показателем ременной
передачи является диаметр шкива.
de = dp+2b,
где: dp – расчетный диаметр ремня, на
нем располагается нейтральный слой
ремня, мм;
dp = 300мм;
de – внешний диаметр шкива для передачи
клиновыми ремнями, мм.
de = 300+2×3,3 = 307мм.
Ширина шкива:
M = (n-1)e+2f, мм; (3.29)
где: n - число канавок на шкиве;
M = (3-1)15+2×10 = 50мм.
Толщина обода чугунных шкивов:
dчуг = 1,2 × h, мм; (3.30)
где: h = 8,7мм.
dчуг = 1,2 × 8,7 = 10,4(мм).
Толщина обода стальных шкивов:
dст = 0,8 × dчуг, мм. (3.31)
dст = 0,8 × 10,4 = 8,4мм.
Чугунные литые шкивы из-за опасности
разрыва от действия центробежных сил применяют при окружной скорости до 30м/с.
При более высокой скорости шкивы должны быть стальными.
В нашем случае применяют стальные
шкивы.
Минимальное межосевое расстояние в
клиноременных передачах:
Qmin = 0,55(d1+d2)+h, мм. (3.32)
где: d1 – диаметр ведущего шкива, мм;
d2 – диаметр ведомого шкива, мм;
d2 = 150мм.
Qmin = 0,55(370+150)+8 = 204мм.
Максимальное межосевое расстояние по
экономическим соображениям(увеличение габаритов и стоимости ремней) и для
предотвращения поперечных колебаний ремней ограничивают значением:
Qmax = 1,8(d1+d2), мм. (3.33)
Qmax = 1,8(207+150) = 643мм.
Требуемая длина ремня для передачи
при заданном межосевом расстоянии Q и угле обхвата a =
110° определяется как сумма прямолинейных
участков и дуг обхвата:
 , мм. (3.34)
, мм. (3.34)
 мм.
мм.
В результате произведенных расчетов
мы выяснили основные геометрические показатели шкива, а так же требования,
предъявляемые к ремням.
Остальные параметры являются
справочными и сведены в таблице.
3.10 Определение долговечности
подшипника 60208 привода ведущего шкива
Подшипник находится под нагрузкой:
Fr – радиальная сила; Fr = 2300Н.
FQ – осевая сила; FQ = 1500Н.
Внутреннее кольцо V=1) вращается с частотой n=2050мин-1
Из справочника известно, что
динамическая грузоподъемность этого подшипника:
Cv = 32000Н; Cov = 17800Н.
Определим соотношение:
FQ/ Cov = 1500/17800 = 0,08. (3.35)
Этому отношению соответствует e » 0,28
Определим соотношение:
 (3.36)
(3.36)
Так, как это отношение превышает e = 0,28, то по таблице находим
x = 0,56 и  (3.37)
(3.37)
Определим эквивалентную нагрузку.
Эквивалентную нагрузку для
подшипников определяют с учетом особенности их работы в эксплуатационных
условиях:
R = FэKsKT = (XVFV + YFQ) FэKsKT, (3.38)
где: V – коэффициент вращения;
V = 1 при вращении внутреннего кольца;
Ks - коэффициент безопасности,
учитывающий влияние на долговечность подшипников характера внешних нагрузок;
KT - температурный коэффициент;

Номинальная долговечность
 (3.39)
(3.39)
Lh = L/(6×10-5×n) = 201/(6×10-5×2050) = 1634(ч)
Долговечность работы подшипника серии
60208 составляет 1634 часов.
3.11. Расчет шпоночного соединения
ведущего шкива
Для передачи вращающего момента
T = 45Н×м с вала на ведущий шкив применяют
шпоночное соединение.
Найдем диаметр в среднем сечении
конического участка длиной
L = 22мм
dср = d-0.005L (3.40)
где: d – диаметр вала,
dср = 37 – 0,005×22 = 35,9мм.
Шпонка призматическая:
b = 10мм, h = 8мм
t1 = 5мм
Длина шпонки L = 22мм.
Рабочая длина:
Lp = L – b = 22-10 = 12мм.
Расчетные напряжения смятия:
 , Н/мм2, (3.41)
, Н/мм2, (3.41)
T = 45Нм.
dср = 35,3 мм
 Н/мм2,
Н/мм2,
что меньше [sсм] = 140Н/мм2 для стальной
ступицы шкива.
Осевую фиксацию шкива обеспечиваем
поджатием шлицевой гайкой.
4. Технологическая часть
Разработка технологических процессов
входит основным разделом в технологическую подготовку производства и
выполняется на основе принципов” Единой системы технологической подготовки
производства”.
Разрабатываемый технологический
процесс должен быть прогрессивным, обеспечивать повышение производительности
труда и качества деталей, сокращения трудовых и материальных затрат на его
реализацию.
Базовой исходной информацией для
проектирования технологического процесса служат: рабочие чертежи деталей,
технические требования, регламентирующие точность, параметр шероховатости
поверхности и другие требования качества.
4.1.
Наплавка
режущей кромки ножа
В процессе эксплуатации косилки
происходит затупление режущей кромки ножа. Этот факт неблагоприятно сказывается
на качестве среза. Так при затуплении лезвия до 100-120мм удельная сила резания
увеличивается в среднем на 12-18%. При затуплении лезвия происходит расщепление
волокон стебля, что замедляет отрастание на 5-8дней. В свою очередь при
затуплении наблюдается повышение износа ножа и дальнейшего выхода его из строя.
Для устранения такого
неблагоприятного фактора мы предлагаем производить наплавку режущей кромки
более твердым материалом.
Это позволит нам улучшить качество
среза на более длительный срок, а так же продлит срок службы ножа.
При на плавлении ножа, параллельно с
вышеизложенным, мы добиваемся эффекта самозатачивания, что не мало важно для
поддержания качественного среза.
Суть эффекта состоит в том, что в
процессе работы материал ножа изнашивается быстрее т.к. имеет меньшую
твердость, а наплавленный слой более медленно.
В следствии того, что нож имеет малую
толщину(около 5мм),производят газопорошковую наплавку.
4.2. Газопорошковая наплавка
Газопорошковая наплавка применяется
для деталей, изготовленных из
мало-, среднеуглеродистых
низколегированных сталей.
Для наплавки используют порошок ПХ70Х17С4Р4.
Размер зерен используемого порошка должен быть в пределах 40…100мкм. Перед
применением порошок должен быть в течении 1…1,5 часа прокален при температуре
100…150°С.
Поверхность, восстановленная с использованием рекомендуемого порошка, имеет
твердость HRC 50…55, прочность сцепления с
основным материалом 150…180 ктс/см2.
В качестве горючих газов используют
ацетилен в баллонах ГОСТ 5457-60 и кислород ГОСТ 5383-58.
Режим наплавления порошка.
Давление кислорода 35…45 кПа
Давление ацетилена 3…5 кПа
Расход кислорода 960…1100 л/г
Расход ацетилена 900…1000 л/г
Расход порошка 2,5…3 кг/г
5. Расчет экономической эффективности
модернизированной косилки КРИ-2,1
В процессе эксплуатации косилки
выявлены ряд недостатков,
связанных с конструкцией режущих
аппаратов.
С увеличением скорости движения
агрегата остаются участки
не скошенной массы. Для устранения
этого недостатка мы предлагаем
добавить по одному ножу на каждый
ротор.
В свою очередь это приводит к
дополнительным затратам. Для
модернизированного агрегата
определяют: затраты на модернизацию,
газовую экономию от снижения
себестоимости модернизированной
машины, срок окупаемости
первоначальных и дополнительных
затрат.
Затраты на модернизацию косилки
определяются по формуле:
 , (5.1)
, (5.1)
где:
Спи - цена покупных
изделий, руб;
Снр - накладные расходы на
модернизацию, руб;
Сзп - заработная плата
рабочих, руб., занятых на демонтаже
частей, руб.;
Ссб - заработная плата
рабочих, занятых на сборке, руб.;
Спи – 30р – цена режущего
элемента.
На режущем аппарате их 3 шт, а
режущих аппаратов – 4шт.
Спи = 30×12 = 360руб.
Основную заработную плату рабочего,
занятого на демонтаже
режущего аппарата расчитывают по
формуле:
 , (5.2)
, (5.2)
где:
Тд - нормативная
трудоемкость на демонтаже режущих аппаратов, час.
Тд - определяется из выражения:
Тд=Rc ,
,
где
Rc-коэффициент учитывающий
непредусмотренные работы.
Rc=1.10…1.15
td- трудоемкость демонтажа составных
частей, ч.
td=t1+t2+t3+t4
где
t1-время разборки режущего аппарата; t1=45 мин.
t2-время демонтажа; t2=20 мин.
t3- время на подготовку режущего аппарата; t3=25 мин.
t4- время на демонтаж ножей; t4=60 мин.
td=0.75+0.33+0.42+1=2.5 ч.

Сч-часовая ставка
рабочих;
Сч=8.2 руб.
R-коэффициент учитывающий доплаты к
основной зарплате
R=1.025-1.030
Тогда Сд будет:
Сд=2.88×8.2×1.030=24.5 руб.
Дополнительная заработанная плата
рабочего на демонтаже:
Сд.д=

Сд.д=
Начисления по социальному страхованию
берутся 36% от (Сд+ Сд.д):
Ссоц.д=0.36(Сд+
Сд.д) (5.6)
Ссоц.д=0.36(24.5+2.94)=9.9
руб.
Полная заработанная плата рабочего за
демонтаж составит:
Сз.д= Сд+ Сд.д+
Ссоц.д=24.5+2.94+9.9=37.3 руб. (5.7)
Основную заработанную плату рабочего,
работающего на сборке машины, рассчитывают по формуле:
Сс.б= Тс.б× Сr×R (5.8)
где
Тс.б- нормативная
трудоемкость на сборку машины, час.
Значение Тс.б определяют
из :
Тс.б= Rсå tс.б (5.9)
где
Rс- коэффициент, учитывающий непредусмотренные работы на
сборке:
Rс=1.10…1.15
tс.б= t1+t2+t3 (5.10)
где
t1-установка ножей ; t1=1ч. 20 мин.
t2-подготовка к установке режущего аппарата; t2=40 мин.
t3-установка режущих аппаратов; t3=50 мин.
tс.б=0.67+0.83+1.33=2.83 ч.;
Тс.б=1.15×2.83=3.25 ч.
Сч- часовая ставка
рабочего на сборке, руб.;
Сч=8.2 руб.
R- коэффициент учитывающий доплаты к
основной зарплате
R=1.025-1.030
Сб=3.25×8.2×1.030=27.4 руб.
Дополнительная заработанная плата
рабочего на сборке одной машины будет:
Сд.сб=

Сд.д=
Начисления по социальному страхованию
берутся 36% от (Ссб+ Сд.сб):
Ссоц.дб=0.36(Ссб+
Сд.сб) (5.12)
Ссоц.сб=0.36(27.4+3.3)=11.1
(руб.)
Полная заработанная плата рабочего на
сборке косилки:
Ссб.п= Ссб+ Сд.сб+
Ссоц.сб (5.13)
Ссб.п=27.4+3.3+11.1=41.8
руб.
Обще производительные накладные
расходы на модернизацию:
(5.14)
где
Спр¢- основная зарплата рабочих,
участвующих в модернизации косилки, руб.
Спр¢= Ссб+ Сд=27.4+24.5=51.9
руб. (5.15)
R=12%- общепроизводственные накладные
расходы.
Сн.р= 51.9×12/100=6.23 руб.
Годовая экономия от снижения
себестоимости косилки
Эг= С1 В1-
С2 В2Е (5.16)
где
С1 – себестоимость косилки
до модернизации, руб.
С2 - себестоимость косилки
после модернизации, руб.
С1=34000 руб.
С2=33000 руб.
В1- валовый выход
продукции до модернизации, га/сезон;
В2- валовый выход
продукции после модернизации, га/сезон;
В1=403 га/сезон.
В2=547 га/сезон.
Е- коэффициент приведения затрат до
сопоставимого объема производства:
Е=
Эг=34000×403-33000×547×0.73= 13702000-13357740=344260 руб.
См= Сп.и+ Сз.п+
Ссб.п+См.р
См=360+37.3+41.8+6.23=445.3
руб.
См.год.=445.3×547=243579.1 руб.
Срок окупаемости капитальных затрат:
Тор=
Годовой экономический эффект:
Э=344260-243579.1=100681 руб.
6.Орана труда при работе на уборочных
машинах и косилках
Охрана труда- система
законодательных, социально-экономических, организационных, технических,
гигиенических и лечебно-профилактических мероприятий и средств, направленных на
обеспечение безопасности и сохранения здоровья трудящихся в процессе труда, а
также их трудовых прав и права на отдых.
Техника безопасности- система
организационных, технических мероприятий и средств, предотвращающих воздействие
на человека опасных производственных факторов.
Производственная санитария- система
организационных мероприятий и технических средств, предотвращающих воздействие
на работающих вредных производственных факторов, которые в определенных
условиях приводят к заболеванию или к снижению трудоспособности.
С охраной труда тесно связаны
пожарная безопасность и молниезащита, потому что пожары на производстве и в
быту, а также грозовые разряды угрожают не только материальным ценностям, но и
жизни людей.
В настоящее время должны быть приняты
меры к внедрению современных средств техники безопасности и к обеспечению таких
санитарно-гигиенических условий труда, которые устраняют производственный
травматизм и профессиональные заболевания.
Следует иметь определенные навыки при
работе с современными материалами, соблюдать правила производственной санитарии
и пользоваться средствами индивидуальной защиты.
6.1. Анализ опасных и вредных
факторов при работе на уборочных машинах и агрегате
Перед работой косильных и жатвенных
агрегатов поле заранее осматривают, устраняют или отмечают опасные места и
делают соответствующие обкосы и прокосы.
Перед выездом в поле проверяют
исправность машин, особенно защитных ограждений, лестниц перил, подножек, и
наличие необходимых чистиков и других приспособлений для ухода. Запасные ножи
машин должны храниться в деревянных чехлах.
Во время составления агрегата или
отсоединения машин от трактора запрещается подходить к сцепному устройству со
стороны режущих аппаратов.
Во время работы косилок необходимо
помнить, что режущие аппараты расположены сбоку трактора, и поэтому ширина
агрегата больше, чем ширина трактора, и поэтому необходимо помнить об этом. Во
время очистки режущего аппарата нужно стать с тыльной стороны и пользоваться
чистиком.
При переводе режущего аппарата
косилок в тракторное положение нельзя браться руками за брус. Чтобы избежать
пореза рук, следует пользоваться рукавицами. Сначала поднимают режущий аппарат
за полевой башмак, затем до тыльной части бруса. Особенно осторожно нужно
заменять нож. Эту операцию нужно выполнять только после остановки двигателя
трактора и выключения передачи к ножу- выключением ВОМ.
Вынимать и устанавливать нож на место
следует в рукавицах. При замочке ножей также следует пользоваться рукавицами, а
глаза защищать очками.
Во время запуска и последующей работы
посторонним лицам запрещается находиться на расстоянии мене 50 м. от косилки
при наклоне режущего аппарата не более 30 вперед по ходу машины, и
90-100м. при наклоне режущего аппарата до 70.
6.2. Опасные зоны машин и механизмов
Травмирование работающего возможно
как при непосредственном соприкосновении его с источником опасности, так и на
некотором расстоянии от него, при недопустимом сближении.
Пространство, в котором постоянно
действует или периодически возникает производственный фактор, опасный для жизни
и здоровья человека, называется опасной зоной.
Опасная зона может появляться вокруг
движущихся, вращающихся элементов, вблизи перемещающихся грузов. Наличие
опасной зоны может быть связано с опасностью поражения отлетающими посторонними
частицами и частями инструмента.
Особую угрозу представляет собой
опасная зона, где возможен захват одежды или волос работающего движущимися
частями оборудования. Так, большое число несчастных случаев происходит при
захвате развивающейся одежды в момент приближения к неогражденным карданным
передачам сельскохозяйственных машин.
Опасность движущихся или вращающихся
деталей возрастает, если на них имеются выступающие части (головки болтов). Когда
части машин вращаются навстречу одна другой, создается опасность втягивания в
опасную зону.
6.3. Охрана труда при восстановлении
ножей
Восстановление ножей производят
методом электродуговой наплавки.
Сварочные и наплавочные работы
относятся к категории работ с повышенной опасностью, что обуславливает
повышенные требования по организации рабочего места сварщика, обслуживанию
применяемого оборудования и аппаратуры. Общие требования безопасности при
проведении наплавочных работ установлены ГОСТ 12.3003-75.
Изучение и анализ причин
производственного травматизма при выполнении наплавочных работ, показывает, что
больше половины производственных травм происходит вследствие опасных действий
обслуживающего персонала из-за недостаточной теоретической и практической
подготовки.
Наплавку ножей производят на
специальном наплавочном оборудовании.
Рабочее место персонала оборудовано
специальной кабиной из несгораемого материала. Пол в помещении должен быть
плотным, прочным и огнестойким, слабо проводящем теплоту. Рабочее место
оборудуют принудительной приточно-вытяжной вентиляцией.
Наиболее эффективна вентиляция,
выполненная в виде панелей равномерного всасывания над сварочным столом. Панель
монтируют над столом на высоте 350..400 мм от поверхности крыши стола,
противоположно рабочему месту сварщика.
При сварке деталей высотой до 500 мм
хорошие результаты дает нижний отсос газов через решетчатый сварочный стол
Для создания нормальных условий труда
при вибродуговой наплавке сварочную дугу необходимо закрывать специальными
укрытиями и оборудовать местными отсосами.
Электросварочное оборудование следует
надежно заземлить. Заземлению надлежат: свариваемое изделие, стол, все
металлические части сварочного оборудования.
При сварке в среде защитного газа, с
помощью осцилятора, помимо заземления, корпус должен быть огражден, иметь
блокировку, автоматически разъединяющую электрическую цепь при открывании
дверцы. Со стороны питающей сети сварочные установки должны быть
защищены предохранителями или автоматическими выключателями.
Для защиты от вредного влияния
лучистой энергии сварщики и подручные рабочие должны быть обеспечены
специальными ручными или наголовными щитками. В зависимости от применяемой при
сварке силы тока промышленность выпускает защитные стекла для сварщиков марок
Э-1,Э-2, Э-3, Э-4, для подручных рабочих В-1, В-2, В-3.
Для предохранения тела от ожогов
основной защитной мерой служат спецодежда и обувь. Наиболее подходящая обувь-
башмаки без шнурков с гадким верхом. Брюки не должны иметь снизу отворотов,
куда может попасть капля металла. Наружные карманы куртки должны закрываться
клапанами. Детали перед наплавкой должны быть сухими, очищены от ржавчины,
краски и других загрязнений. Эти же требования предъявляют к электродам и
сварочной проволоке.
6.4 Охрана труда при работе на
станках с абразивным инструментом
Абразивный инструмент, вращающейся с
высокой окружной скоростью, представляет большую опасность при работе.
Травмирование рабочего может
произойти при разрыве абразивного круга, а также отлетающими частицами круга
или обрабатываемого материала. При ручной подаче обрабатываемой детали к кругу
возможен зажим ее между подручником и кругом, что вызывает травму рук.
Самое серьезное внимание должно быть
уделено ликвидации причин разрыва абразивного круга. Перед испытанием круг на
керамической связке необходимо проверить на отсутствие трещин простукиванием
его в подвешенном состоянии деревянным молотком массой 200..300 г. Исправный
круг издает чистый звук при простукивании.
Круг с трещинами и выбоинами, а также
круги, издающие при простукивании дребезжащий звук, использовать запрещается.
Заточные станки, при работе на
которых шлифуемое изделие удерживается руками, помимо кожуха, необходимо
снабдить защитными подвижными экранами. Для обеспечения хорошей видимости места
обработки экраны изготавливают из прочного материала толщиной не менее 3 мм.
Приспособление снабжено блокировочным устройством, которое отключает
электродвигатель станка при поднятом защитном козырьке. Включение станка в
работу возможно только при опущенном экране.
Если деталь удерживается при
обработке кругом руками, то станок должен быть снабжен подручником. Подручник
необходимо установить так, чтобы верхняя точка соприкосновения изделия со
шлифованным кругом находилась выше горизонтальной оси, проходящей через центр
круга, но не более чем на 10 мм. Зазор между краем подручника и рабочей
поверхностью шлифованного круга должен быть не меньше половины толщины
шлифованного изделия, но не более 3мм.
Подручники должны быть передвижными,
позволяющими устанавливать их в требуемое положение по мере износа круга.
В шлифованных и заточных станках, работающих
без применения смазочно-охлаждающей жидкости, конструкция кожухов должна также
предусматривать использование их в качестве пылесборников. Для этой цели станок
оборудуют отсасывающим устройством для удаления продуктов резания и газов из
работающей зоны.
Правку абразивных кругов следует производить
специальными правящими инструментами: алмазными карандашами, металлическими
роликами, металлокерамическими дисками и т. д. Запрещается править круги
инструментом, не предназначенным для этой цели.
Чистый, здоровый свежий воздух
представляет собой смесь газов. Важно при этом, чтобы воздух насыщен
отрицательными ионами кислорода, так как они улучшают процесс снабжения
организма кислородом.
Однако на производстве воздух резко
имеет естественный состав, так как многие технические процессы сопровождаются
выделением вредных веществ в виде пыли, газов и паров.
Вредные вещества загрязняют воздух
рабочей зоны при выполнении многих технологических операций.
При заточке ножей в рабочей зоне
появляются частицы абразивной пыли, которая отрицательно действует на дыхательные
органы.
При наплавке ножей, вследствие
нагрева, в атмосферу рабочей среды попадают пары и испарения от наплавочных
материалов, электродов и флюсов, что значительно загрязняет воздух рабочей
среды. Через дыхательную поверхность легких человека летучие вещества вместе с
воздухом всасываются в кровь и попадают в большой круг кровообращения, действуя
в 20 раз сильнее и быстрее, чем при попадании в организм другим путем.
6.5 Защита от производственной пыли и
вредных газов
В соответствии с ГОСТ 12.1005-76
рабочей зоной считается пространство с высотой 2 м над уровнем пола или
площадки, на которых находятся места постоянного или временного пребывания
работающих.
Воздух рабочей зоны при заточке
загрязняется чаще всего абразивной пылью. Частицы пыли могут быть органического
происхождения, неорганического (минеральная, металлическая пыль) и смешенного.
Пыль оказывает вредное действие на
дыхательные пути, легкие, глаза и кожу. При носовом вдыхании, почти половина
находящейся в воздухе пыли задерживается слизистой оболочкой носа, что вызывает
ее раздражение и может привести к катару дыхательных путей. Под влиянием
длительного воздействия пыли различных видов снижается фильтрующая способность
носовой полости, на других участках дыхательных путей развиваются хронические
воспалительные процессы, в том числе силикоз легких, который не редко
осложняется туберкулезом.
Частое повреждение роговицы глаза
частицами пыли может привести к ее помутнению и образованию бельма.
Поражающее свойство пыли зависит от
размеров ее частиц и их химических свойств. Частицы размером более 10 мк быстро
оседают. поэтому в воздухе производственных помещений 80% составляют частицы
размером до 5 мк. Чем меньше размер частиц, тем глубже они проникают в
дыхательные пути и представляют большую опасность. Биологическое действие пыли
на организм человека зависит от ее химического состава. Пыль свинца, марганца,
сурьмы оказывает общетоксическое действие, пыль пеньки, джута алергенная: она
может вызвать астму. Фиброинное действие пыли (раздражение соединительной ткани
в органах) зависит от содержания свободной двуокиси кремния. Прежде чем
разрабатывать мероприятия по борьбе с пылью, необходимо исследовать каналы
проникновения пыли в воздух рабочей зоны и определить ее концентрацию.
Основной метод оценки запыленности
воздуха в производственных помещениях и на рабочих местах – весовой. Он основан
на том, что с помощью прибора, обычно аспиратора, всасывают запыленный воздух
из рабочей зоны и пропускают его через предварительно взвешенный фильтр. Поскольку
прибор фиксирует объем водяного воздуха, то зная время опыта и массу фильтра, с
осевшей на нем пылью, легко определить запыленность (мг/м3).
Если пылящий технологический процесс
протекает в замкнутых пространствах, или рабочая зона работающего изолирована
от остального пространства, то стараются путем герметизации перекрыть каналы
утечки пыли или ее проникновения в рабочую зону.
Если качество технологического
процесса или обрабатываемого материала не зависит от влажности, то сухой способ
обработки материала можно заменить влажным.
Весьма эффективный метод борьбы с
пылью – замена пылевидных веществ гранулированными.
Когда зона обрабатывания пыли
небольшая, то лучше всего организовать ее пневматическое отсасывание.
При невозможности предотвратить попадание
пыли в воздух рабочей зоны указанными выше способами, устраивают местную
вентиляцию, при загрязнении воздуха во всем помещении - общеобменную.
При интенсивном поступлении пыли в
воздух рабочей зоны в качествах, многократно превышающих ПДК, обязательно
следует применять средства индивидуальной защиты: спецодежду, очки,
респираторы.
Защита от электромагнитных
ионизирующих излучений.
В сельскохозяйственном производстве
имеют место следующие виды излучений: инфракрасное, ультрафиолетовое,
электромагнитное и радиоактивное.
Источником ультрафиолетовых лучей
являются солнце, ртутно-кварцевые лампы, дуга электросварки, а электромагнитных
излучений- радиоволны, линии электро передач и различные высокочастотные
генераторы.
Инфракрасное излучение приводит к
перегреву организма, а ультрафиолетовое - к биологическим изменениям в
подкожной ткани.
Наиболее опасными являются
электромагнитные излучения ультравысокочастотных (УВЧ) и сверхвысокочастотных
(СВЧ) генераторов, которые используются при термической обработке металлов.
Источниками полей высокой и ультравысокой частоты в рабочем помещении могут
быть линии передачи энергии, индукционные катушки, конденсаторы. Действие
электромагнитных полей высоких (ВЧ) и ультравысоких частот нарушает
деятельность центральной нервной системы, вызывает общую слабость, быструю
утомляемость, головную боль, сонливость, замедление пульса и понижение
кровяного давления.
Для предотвращения вредного влияния
электромагнитных колебаний на организм человека санитарными правилами
установлены предельно допустимые нормы облучения. Интенсивность
электромагнитных колебаний, излучаемых установками ВЧ, УВЧ, СВЧ, оценивается в
вольтах на метр- В/М ( напряженность электрического поля в амперах на метр- А/М
и микроваттах на 1 см2- мк Вт/ см2 ( плотность потока
энергии)). Предельные безопасные параметры электромагнитных колебаний и режим
труда при обслуживании установок приведены в таблице 6.1.
6.6 Гигиенические нормы воздействия
на человека электрического поля промышленной частоты
Таблица 6.1
|
Напряженность
электрического
поля кВ/м
|
Время
пребывания человека в электрическом поле за сутки (мин) |
|
Менее 5
5-10
10-15
15-20
20-25
|
Без
ограничения
не более
180
>>90
>>10
>>5
|
Защита от электрических полей
осуществляется с помощью различных экранизирующих устройств и специальной
одежды, которые обязательно заземляются. Сопротивление заземления не должно
быть более 10 ОМ.
Основное средство защиты от
электромагнитных колебаний –экранизирование источников излучений при помощи
замкнутых камер из листового железа или мелкой металлической сетки. В качестве
индивидуальных средств защиты используется спецодежда.
6.7
Расчет
вентиляционной панели Чернобережского А.С. в сварочном цехе
При сварочном производстве на
работающих воздействуют вредные и опасные факторы.
В зону дыхания работающих поступают
сварочные аэрозоли, содержащие в составе твердой фазы окислы различных металлов
(марганца, хрома, никеля, алюминия, железа и др.) и их окислы, а также
токсичные газы (окись углерода, азот, фтористый водород, окислы азота и др.).
Количество и состав сварочных аэрозолей, их токсичность зависит от химического
состава сварочных материалов и свариваемых металлов, вида технологического
процесса. Воздействие на организм выделяющихся вредных веществ может являться
причиной острых и хронических профессиональных заболеваний и отравлений.
Для снижения концентрации вредных
веществ на рабочих местах до предельно допустимой концентрации необходимо
прежде всего применять местные отсосы при ручной сварке штучными электродами с
покрытием.
На стационарных сварочных постах
используют вытяжные устройства в виде панелей, обеспечивающих отключение факела
вредных выделений от лица сварщика.
Наиболее распространенной
конструкцией вытяжных панелей является панель равномерного всасывания А. С.
Чернобережского.
По данным из цеха удаляется воздух в
объеме L=2480м3/г. Количество
выделяющейся вредности (ацетона) G0=50 т/г. Кратность воздухообмена в
помещении Кр=8. Приточный воздух подается через потолочный
воздухораспределитель типа ВДШ. Скорость входа воздуха из воздухораспределителя
V=3 м/с. Подвижность воздуха в
помещении:
Vп=0.1 м/с.
Скорость воздушного потока в сечении
панели чернобережского:
Vо=4 м/с.
Объем помещения 500 м3
1-источник выделения
вредных веществ
2- рабочее место
х1=520 мм
х2=100 мм
Расчет.
Поправочный коэффициент на скоростное
давление поточного воздухораспределителя:
z=1.3
Энергия поточных струй:
Eпс= Кр=
Энергия тепловых струй движущихся
предметов:
Eт.с=Eд.п=0
Скорость воздушного потока во
всасывающем сечении:
Vо=
Площадь открытого проема панели
Чернобережского:
F= 1.085×1.2+2×0.47=2.3 м2
(фронт и боковые стороны)
Определяющий размер:
L= =1.52 м (6.3)
=1.52 м (6.3)
Концентрация вредного вещества на
рабочем месте:
С=0.707×20×16е-0.3×0.35/0.103=5.44 мг/м3
Расход вредного вещества, направляемого
в противоположную сторону от места отсоса при V/Vп=0.3/0.1=3>2
G=
Эффективность работы панели
Чернобережского:
Эф=
Вывод:
Расчеты показывают, что использование
панели Чернобережского позволяет проводить сварочные работы без вреда для
рабочего персонала и отвечает СН и ВОМ.
6.8 Охрана окружающей среды
Проблема охраны окружающей среды
возникает при ремонте сеноуборочных косилок. При этом применяются такие виды
работ:
а) ручная дуговая сварка
б) станочная механическая обработка
При этих работах наблюдается
повышенная запыленность, загрязненность рабочей зоны.
Воздействие пыли на человека зависит
от ее характера. Пыль делится на раздражающую и токсичную. Раздражающая пыль
может привести к профессиональным заболеваниям дыхательной системы человека.
Токсичная пыль действует как введенный в организм яд и вызывает отравление.
Кроме вредного воздействия на
организм человека, пыль повышает износ оборудования, в основном его трущихся
частей. Излишняя запыленность устраняется применением вентиляционных устройств.
Существует возможность использования индивидуальных средств защиты от пыли: защитные
очки, респираторы.
Нормы предельно допустимых значений
концентрации пыли в воздухе рабочей зоны установлены в ГОСТ 12.005-76.
При сварочных работах на 1 кг
использованных электродов в атмосферу выделяется 11гр вредных веществ.
При механической обработке с
использованием СОЖ на 1 кВт мощности электродвигателя выделяется 0.0063 г/час
тумана эмульсола.
Вредные вещества могут привести к
производственным травмам, связанных с отравлением, а также к различным
профессиональным заболеваниям или отклонениям в состоянии здоровья как у
работающих, так и у неработающих людей или у следующих поколений.
Основным способом защиты от вредных
веществ является строгое выполнение правил техники безопасности при работе с
ними. Необходимо пользоваться средствами индивидуальной защиты.
Нормы, определяющие безопасность
работы с вредными веществами определены в ГОСТ 12.007-76.
6.9 Расчет циклонов
Рассчитать эффективность очистки
дымовых газов циклоном ЦН-24
Газ, плотностью r=0.89 кг/м3, вязкостью mт= 22.2 ×10-6 Н×с/ м2 и объемным расходом Qр=1.2 м3/с содержит частицы плотностью
rп=1930 кг/ м3, диаметром ¶м=20 мкм и дисперсностью lgsh=0.5.
Входная концентрация частиц Gbx=10 г/м3. Требуемая
степень эффективности очистки h=0.87.
Решение:
Определяем Wопт=4.5 м/с.
По формуле находим диаметр циклона :

Выбираем из стандартного ряда D=600 мм
Вычисляем по формуле действительную
скорость движения газа в циклоне
 n-число циклонов
n-число циклонов
Действительная скорость в циклоне
отличается от Wопт на ~6%
Определяем коэффициент
гидравлического сопротивления одиночного циклона:
V=1×0.85×80=76 (6.8)
Гидравлическое сопротивление циклона:
DR= Н/м2 (6.9)
Н/м2 (6.9)
По формуле рассчитываем эффективность
очистки в циклоне:
¶50Т=8.5 мкм,
lgsh=0.308 (6.10)
¶50=
Х= (6.11)
(6.11)
По таблице для полученного Х находим Ф(х)=0.7569
апроксимацией
и hц=0.5[1+0.7589]=0.878
Расчетное значение hц оказалось выше требуемого, т.е. циклон пригоден для
очистки газа с заданными параметрами.
Заключение
Итоги выполненной работы можно
сформулировать следующим образом:
1.
Проведен анализ
заготовки сена. Обозначены сроки уборки трав.
2.
Проведен анализ
существующих конструкций ротационных косилок, зарубежных образцов.
3.
Выявлены основные
недостатки существующих отечественных ротационных косилок.
4.
Обозначены
основные пути модернизации ротационной косилки КРН-2.1
5.
Проведены основные
расчеты модернизированной косилки.
6.
Обозначены
дальнейшие пути развития.
Список литературы:
1.ОсобовВ.И., Васильев Г.К. Сеноуборочные
машины и комплексы.-М.: Машиностроение, 1983.-304с.
2.Осьмяк В.Я., Пономаренко А.Ф.
Эксплуатация кормоуборочных машин.- М.: Агропромиздат, 1990.-270с.
3. Скоростная сельскохозяйственная
техника. Альбом-справочник.-М.: Россельхозиздат, 1977.-150с.
4.Горбачев И.В., Окнин Б.С.,
Халанский В.М. Справочник механизатора.-М.: Агропромиздат,1985.-350с.
5.Справочник технолога-машитостроителя.
Под редакцией
Косиловой А.Г. и Мещерякова Р.К.-М.:
Машиностроение, 1986.-720с.
6.Авдеев М.В. Технология ремонта
машин и оборудования.-М.: Агропромиздат,1986.-200с.
7.Сабликов М.В., Кузьмин М.В.
Курсовое и дипломное проектирование по сельскохозяйственным машинам.-М.: “
Колос”,1973.-190с.
8.Иванов М.Н., Иванов В.Н. Детали
машин.Курсовое проектирование.-М.: “Высшая школа”,1975.-220с.
9.Дунаев П.Ф., Леликов О.П. Детали
машин.Курсовое проектирование.-М.: “Высшая школа”,1990.-400с.
10.Иосилевич Г.Б. Детали машин.-М.:
Машиностроение,1988.-360с.
11.Машиностроительное черчение. Под
редакцией Вяткина Г.П.-М.: Машиностроение,1977.-290с.
12.Артеменко Н.А. Экономическая эффективная
использования сельскохозяйственной техники.-М.: Агропромиздат,1985.-300с.
13.Конкин Ю.А. Экономика ремонта
сельскохозяйственной техники.-
М.: Агропромиздат,1990.-190с.
14.Калашин А.И. Охрана труда.-М.:
Агропромиздат,1991.-400с.