Дипломная работа: Проект совершенствования организации ремонта машин в колхозе "Мир" Дебёсского района Удмуртской Республики
РЕФЕРАТ
Дипломный проект
разработан по теме: Проект совершенствования организации ремонта машин в
колхозе "Мир" Дебёсского района Удмуртской Республики.
Пояснительная записка
выполнена на страницах, в ней представлены 9 схем-рисунков, 10 таблиц, 5 листов
спецификации и 6 листов приложения.
Графическая часть
выполнена на 10 листах формата А1. Использовано 25 источников литературы.
Перечень ключевых слов:
деятельность, хозяйство, анализ, трудоёмкость, ремонт, обслуживание,
себестоимость, рентабельность, эффективность, производительность,
восстановление, приспособление, конструкция.
В проекте дана оценка
хозяйственной деятельности хозяйства за период с 1995г. по 1997г. и сделан
вывод, что хозяйству следует обратить внимание на развитие
ремонтно-обслуживающей базы. В связи с этим предлагается теоретически
обоснованный проект центральной ремонтной мастерской. Предлагаемая
конструкторская разработка проста в изготовлении и требует небольшие
материальные затраты, что даёт возможность внедрить разработку в производство.
Дипломный проект
разработан для внедрения в колхозе "Мир" Дебёсского района Удмуртской
Республики.
ANNOTATION
In
exploitation process tractors , automobiles and agricultural machines be
exposed to different external influences, in result what reliable, lay in they
by construction and produce, reduce owing to origin difference disrepair.
For support
machines in capacity for work state serve system technical service, include
measure by repair, plan technical service, periodical technical inspection and
keeping machines.
Repair
fulfilment in dependence from technical state machine, which define diagnostic
in time plan technical service and periodical technical inspection.
Repair tie
with remove natural wear details, destruction material and other disrepair.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ОБЗОР ЛИТЕРАТУРЫ
2. АНАЛИЗ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ КОЛХОЗА "МИР
" ДЕБЁССКОГО РАЙОНА. ОБОСНОВАНИЕ ТЕМЫ ПРОЕКТА
2.1 Общая характеристика хозяйства
2.2 Организация ремонта машин
2.3 Технико-экономические показатели работы ремонтной мастерской
2.4 Обоснование темы проекта
3. ОРГАНИЗАЦИОННО-ПРОЕКТНАЯ РАЗРАБОТКА ОРГАНИЗАЦИИ РЕМОНТА
МАШИН В КОЛХОЗЕ "МИР"
3.1 Обоснование программы, её структуры и объёма работ
3.2 Распределение трудоёмкости по участкам. Расчёт количества
рабочих, оборудования и площадей
3.3 Компоновка участков, планировка оборудования
4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБКАТКИ СЕЯЛОК
4.1 Анализ существующих технологических процессов
4.2 Описание разрабатываемого технологического процесса
3.2.1 Определение норм времени на операции по обкатке и регулировке
сеялок
4.3 Составление технологической документации
5. КОНСТРУКТОРСКАЯ РАЗРАБОТКА. СТЕНД ДЛЯ ОБКАТКИ СЕЯЛОК ПОСЛЕ
РЕМОНТА
5.1 Обоснование целесообразности и необходимости выполнения
принятой конструкторской разработки
5.2 Анализ существующих аналогичных конструкций
5.3 Описание разрабатываемой конструкции и её особенности
5.4 Кинематический расчёт и расчёт основных деталей конструкции
5.4.1 Определение требуемой мощности электродвигателя
5.4.2 Выбор электродвигателя
5.4.3 Расчёт передаточного отношения
5.4.4 Расчёт цепной передачи
5.4.5 Проверка ремённой передачи
5.4.6 Расчёт валов
5.4.7 Расчёт подшипников под валы
5.4.8 Расчёт сварочного шва
5.4.9 Расчёт размерной цепи
5.5 Технико-экономическая оценка спроектированной конструкции
6. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ НА ПРОИЗВОДСТВЕ
6.1 Организация работы по созданию здоровых и безопасных
условий труда
6.2 Анализ условий труда, производственного травматизма
6.2.1 Мероприятия по улучшению состояния охраны труда
6.3 Инструкция по охране труда при эксплуатации стенда для
обкатки и регулировки сеялки
6.3.1 Общие требования безопасности
6.3.2 Требования безопасности труда перед началом работы
6.3.3 Требования безопасности труда во время работы
6.3.4 Требования безопасности работы по её окончании
6.4 Пожарная безопасность
7. ОХРАНА ПРИРОДЫ
8. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОЕКТА
ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА
ВВЕДЕНИЕ
Сельское хозяйство страны
располагает развитой системой ремонтно-обслуживающих предприятий и заводов,
центральных ремонтных мастерских хозяйств и пунктов технического обслуживания
машин. Но обеспеченность хозяйств центральными ремонтными мастерскими и
пунктами технического обслуживания в наше время составляет лишь немного больше
чем 60%. И даже имеющиеся в настоящее время мастерские не отвечают требованиям
для проведения качественного ремонта и технического обслуживания.
Одной из таких причин
является отсутствие материальной базы и низкая оснащённость ЦРМ современными
квалифицированными инженерными кадрами и оборудованием.
Решение задач
своевременного и качественного ремонта приобретает тем большее значение, чем
больше сельское хозяйство оснащается энергонасыщенной техникой. Всё это
усложняет решение технических задач при ремонте и повышает ответственность
ремонтной службы хозяйства за техническую готовность и безотказность машин.
Несмотря на то, что значительный объём сложных видов ремонта и технических
обслуживаний выполняется на ремонтных предприятиях, большую же часть (75% и
более) работ производится в ремонтно-обслуживающей базе хозяйства, включая
также виды ремонта, как текущий ремонт и сезонные виды технических
обслуживаний.
Для своевременного и
качественного выполнения ремонтных работ хозяйство должно быть оснащено
современным оборудованием ремонтной мастерской с достаточной производительной
площадью.
В настоящее время в
колхозе "Мир" не налажена ремонтная служба из-за отсутствия хорошей
ремонтной мастерской, что отрицательно сказывается на технической готовности
машин.
Поэтому, целью дипломного
проекта является:
1. Подбор ремонтной мастерской согласно
типового проекта для колхоза "Мир" на основе трудоёмкости по видам ТО
и ремонта машин.
2. Выбор необходимого оборудования для
организации текущего ремонта и технических обслуживаний.
3. Распределение работ по участкам ЦРМ
на основа расчёта оборудования и площадей.
4. Расчёт количества обслуживающего
персонала и разработка технологии ремонта машин.
В данном проекте также предусматривается
проект конструкции стенда для обкатки и регулировки сеялок С3-3,6,
рассматриваются вопросы безопасности жизнедеятельности на производстве, охраны
окружающей среды.
1. ОБЗОР ЛИТЕРАТУРЫ
Состояние
ремонтно-обслуживающего производства в сельском хозяйстве свидетельствует о
необходимости разработки и осуществления эффективных мер, которые бы могли
обеспечить исправность техники агро-промышленного комплекса. Их можно свести к
двум основным направлениям.
Первое - это существенное
изменение производственных отношений на средства и продукцию, эффективное
применение экономического механизма хозяйствования: подряда, аренды на рабочих
местах, участках, машинных дворах, в мастерских хозяйств, на
ремонтно-обслуживающих предприятиях, включая создание кооперативных, арендных,
акционерных и частных сервисных предприятий, приватизация определённых видов
техники.
Такие меры должны в корне
изменить отношение человека к средствам и предметам труда, обеспечивая рост
производства продукции, качество сервисных работ, сохранность машин и, что
самое важное, рост производительности труда практически без дополнительных
капитальных затрат и в короткие сроки. Они будут осуществляться в переходе к
рыночной экономике. Приватизация машин и оборудования, создание мелких предприятий
технического сервиса с негосударственными формами собственности будут
способствовать улучшению технического обслуживания машин и оборудования,
сокращению объёмов полнокомплектного капитального ремонта, росту их
долговечности и сохранности. Уменьшится списание и выбраковка техники,
потребность в ряде машин сельскохозяйственного производства.
Второе направление -
изменение материальной основы ремонтно-обслуживающего производства.
Производство разное по отношению к объектам первого уровня (отделениям хозяйства)
и других уровней.
Для сельскохозяйственных
предприятий и предприятий перерабатывающих отраслей главное состоит в
строительстве недостающих объектов ремонтно-обслуживающей базы; оснащения новых
и технического перевооружения имеющихся современным ремонтно-техническим
оборудованием, создание необходимых условий комфортности, охраны труда и
здоровья [3].
В практике ремонта машин
наибольшее распространение получили: бригадный, бригадно-узловой, поточный
методы организации производства.
Бригадный метод организации
ремонтного производства применяется в небольших ремонтных предприятиях
(мастерских). При этом методе каждый тракторист или группа рабочих ремонтируют
одну (свою) или бригадную машину. Только отдельные операции, связанные с
регулировкой узлов, а также станочные и кузнечные работы выполняются другими
рабочими. Этот метод характеризуется наиболее низкой производительностью труда
и высокой стоимостью ремонта [5].
Узловой метод - это более
высокая ступень организации ремонтного производства, при которой весь ремонт
машины ведётся по узлам на специализированных рабочих местах, оснащённых для
этой цели специальными приспособлениями. Этот метод широко применяется при
ремонте тракторов и других машин в специализированных ремонтных предприятиях,
крупных мастерских хозяйств [6].
Поточный метод
организации ремонтного производства характеризуется разделением
технологического процесса на отдельные операции, закреплённые за рабочими
местами, расположенными на поточной линии. При этом рабочие места размещаются в
соответствии с последовательностью технологического процесса, а изделие с
одного рабочего места на другое перемещается специальными транспортёрами
конвейерного типа.
2. АНАЛИЗ
ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ КОЛХОЗА "МИР" ДЕБЁССКОГО РАЙОНА.
ОБОСНОВАНИЕ ПРОЕКТА
2.1 Общая характеристика
хозяйства
Колхоз "Мир"
организован в 1920 году в результате объединения мелких хозяйств "Первое
Мая" и "Красное знамя".
Землепользование колхоза
расположено в юго-западной части Дебёсского района Удмуртской Республики и
состоит из основного участка и шести участков постоянного пользования.
Территория основного
участка имеет вытянутую форму, протяжённостью с юга на север 15 км, с запада на
восток - 8 км. На западе участок граничит с гослесфондом и землями СВХ
"Заринский", на севере агрокомбинатом , востоке и юге с колхозом
"Нива", на юго-востоке - с землями колхоза "Звезда" Общая
земельная площадь колхоза составляет 6888 гектар.
Основной отраслью колхоза
является мясо - молочное скотоводство с развитым зернопроизводством.
Центральная усадьба
расположена в северо-восточной части землепользования в селе Сюрногурт, в 15 км
от районного центра посёлка Дебёссы и в 130 км от республиканского центра,
города Ижевска. Транспортная связь центральной усадьбы с районными и
республиканским центрами осуществляется по асфальтовой дороге, имеющей выход на
автомагистраль Дебёссы - Ижевск. Ближайшая железнодорожная станция находится в
посёлке Кез. Электроэнергией хозяйство обеспечивается от Ижевского районного
энергетического управления Главуралэнерго. С районными и республиканским
центрами есть телефонная связь.
Вся производственная
деятельность хозяйства ведётся двумя комплексными бригадами. Производственный
центр бригады №1 совмещён с центральной усадьбой хозяйства. Производственный
центр бригады №2 расположен в д. Ирым. Связь производственных центров бригад
осуществляется по асфальтовой дороге.
Пунктами сдачи
сельскохозяйственной продукции являются п. Дебёссы , п. Кез, п. Балезино, п.
Игра, г. Ижевск.
Основное направление
хозяйства мясо - молочное, с развитым зерно производством и льноводством.
Структура товарной продукции представлена в табл. 2.1.
Таблица 2.1 Структура
товарной продукции
|
|
|
|
Годы |
|
|
|
| Показатели |
1995 |
|
1996 |
|
1997 |
|
|
|
тыс. руб. |
% |
тыс. руб. |
% |
тыс. руб. |
% |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. Растениеводство, всего
в т.ч.:
1.1 зерновые
1.2 лён
2. Животноводство, всего
в т.ч.:
2.1 скотоводство,
из них:
2.1.1 молоко
2.1.2 мясо, КРС
2.2 свиноводство
3. Переработка
сельскохозяйственной продукции
4. Прочие ценности
|
352000
42000
310000
2831000
2799000
1917000
862000
52000
2000
160000
|
10,5
1,2
9,3
84,6
83,1
57,3
25,8
1,5
0,05
4,9
|
538000
36000
502000
3360000
3292000
2159000
1133000
68000
6000
263000
|
12,9
0,9
12
80,6
79
51,8
27,2
1,6
0,1
6,4
|
380000
136000
244000
3786000
3724000
2534000
1185000
62000
12000
229000
|
8,6
3,1
5,5
86,1
84,7
57,8
26,9
1,4
0,3
5
|
| Итого от реализациипродукции. |
3345000 |
100 |
4167000 |
100 |
4395000 |
100 |
Из таблицы 2.1 видно, что
значительная часть товарной продукции приходится на животноводство, в первую
очередь на скотоводство.
Прибыль от продукции
растениеводства в 1997 г. снизилась по сравнению с 1996г. с 12,9% до 8,6% в
связи с тем, что большая часть льна реализовалась соломкой, а не трестой.
Обеспеченность хозяйства
производственными фондами и энергетическими ресурсами показана в табл. 2.2.
Анализ обеспеченности
хозяйства производственными фондами показывает, что стоимость основных
производственных фондов возрастает. Численность работников колеблется
незначительно. Общая земельная площадь хозяйства не изменилась, так у
работников нет желания организовывать фермерские и крестьянские хозяйства по
ряду причин (технических, экономических). Хозяйству удалось в 1996 г.
приобрести несколько единиц новых тракторов и машин, но в 1997г. энергетическая
мощность снизилась из-за списания старой техники. С 1995г. увеличилось
использование электрической энергии, т.к. увеличилось использование
электрических приводов для механизации производства.
Таблица 2.2 Обеспеченность
хозяйства производственными фондами и энергетическими показателями
|
|
|
Годы |
|
| Показатели |
1995 |
1996 |
1997 |
| 1 |
2 |
3 |
4 |
|
1. Стоимость основных производственных
фондов сельскохозяйственного назначения, тыс. руб.
2. Численность среднегодовых
работников, чел.
3. Общая земельная площадь, га
в т.ч.:
3.1 сельскохозяйственные угодья,
га
3.2 пашня, га
3.3 площадь посевов, га
4. Всего энергетических
мощностей, квт
5. Израсходовано электроэнергии
на производственные нужды, тыс. квтŸч
|
22424
286
6888
5522
4678
4552
15238
2057
|
56951
286
6888
5522
4678
4552
15278
2074
|
57388
287
6888
5522
4682
4560
15204
2233
|
Показатели интенсификации
сельскохозяйственного производства даны в табл. 2.3.
Таблица 2.3 Показатели
интенсификации сельскохозяйственного производства
|
|
|
Годы |
|
|
| Показатели |
1995 |
1996 |
1997 |
|
|
1. Всего приходится стоимости
основных производственных фондов:
1.1 на 100 га с-х угодий
(фондо-обеспеченность), тыс. руб.
|
406080 |
1031350 |
1039260 |
|
|
1.2 на одного среднегодового работника
(фондовооружённость), тыс. руб.
2. Приходится энергетических
мощностей:
2.1 на 100 га посевных площадей (энергообеспеченность),
квт
2.2 на одного среднегодового
работника (энерговооружённость), квт
3. Удельный вес с.-х угодий в
общей площади земель, %
4. Удельный вес пашни в площади
с.-х угодий, %
5. Средняя урожайность зерновых и
зернобобовых культур, ц/га
6. Средняя себестоимость зерновых
и зернобобовых культур, тыс. руб./ц
7. Средний удой молока от одной коровы
в год, кг
8. Себестоимость молока, тыс.
руб./ц
9. Общая прибыль или убыток, тыс.
руб.
10. Уровень рентабельности
производства, %
|
78405,6
334,7
53,3
80,2
84,7
16,7
32,7
3850
53,4
+939000
31
|
199129,4
335,6
53,4
80,2
84,7
14,7
37,0
3987
94,95
+637000
23
|
199958,2
334
53
80,2
84,8
18,8
39,1
3993
101,3
-513000
-
|
|
|
|
|
|
|
|
|
|
Анализ табл. 2.3
показывает, что стоимость основных производственных фондов на 100 га
сельскохозяйственных угодий и на одного среднегодового работника возросла за
счёт увеличения основных производственных фондов.
Урожайность зерновых
культур колеблется в зависимости от природно-климатических условий данной зоны.
Надои молока от одной
коровы каждый год увеличиваются, благодаря планомерным мероприятиям, проводимым
в хозяйстве.
Убыток хозяйства в 1997
г. связан с тем, что хозяйство приобрело кормоуборочный комплекс из Германии, и
сразу за него рассчиталось.
Наличие техники и её
использование показано в табл. 2.4.
Таблица 2.4 Уровень и
экономическая эффективность использования техники
|
|
|
Годы |
|
| Показатели |
1995 |
1996 |
1997 |
|
Тракторы
1. Среднегодовое число, шт.
2. Наработка на трактор, усл. эт.
га:
2.1 годовая
2.2 дневная
3. Денежно-материальные затраты,
тыс. руб.:
3.1 на трактор
3.2 на 1 усл. эт. га.
Автомобили грузовые
4. Среднегодовое число, шт.
5. Наработка на машину, т. км
5.1 годовая
5.2 дневная
6. Денежно-материальные затраты,
тыс. руб.:
6.1 на автомашину
6.2 на тонно-километр
Комбайны зерноуборочные
7. Среднесезонное число, шт.
8. Наработка на комбайн, га
9. Денежно-материальные затраты,
тыс. руб.:
9.1 на комбайн
9.2 на гектар уборки
|
42
839
3,08
15745
9,7
23
60227
231,6
23099
0,38
14
183
8743
47,8
|
44
908
3,33
23284
16,2
22
52174
200,7
49700
0,95
15
171
13323
66,6
|
43
850
3,15
37482
23,3
21
52500
201,9
77515
1,48
15
172
15385
75,5
|
Из таблицы 2.4 видно, что
в 1996 г. хозяйство приобрело 2 трактора, в 1997 списало старый трактор.
Наработка на трактор и автомашину по сравнению с 1995 г. снизилась. Это связано
с высокой стоимостью топлива и запасных частей. Наработка на комбайн
уменьшилась, благодаря приобретению 1 комбайна и незначительному изменению
посевных площадей. Денежно-материальные затраты возрастают с каждым годом.
В таблице 2.5 приводится
количество выполненных ремонтов по видам, по месту выполнения и затраты на
ремонт.
Таблица 2.5 Количество
выполненных ремонтов и затраты на ремонт
|
|
|
Количество
ремонтов |
Затраты на |
| Наименование
машин |
Годы |
Капитальные |
Текущие |
ремонт, тыс.
руб. |
| и оборудования |
|
хоз-во |
РТП |
хоз-во |
РТП |
Всего |
на1маш. |
| Тракторы |
1995
1996
1997
|
|
2
1
1
|
12
7
8
|
|
83300
125000
109000
|
1987
2841
2535
|
| Автомобили |
1995
1996
1997
|
|
|
5
5
4
|
|
85000
102000
108000
|
3696
4636
5143
|
| Комбайны зерноуборочные |
1995
1996
1997
|
|
|
6
3
4
|
|
30600
43300
50000
|
2185
2887
3333
|
| СХМ |
1995
1996
1997
|
|
|
|
|
57000
86000
82000
|
|
| Оборудование
(мастерской, животноводческих ферм, нефтехозяй-ства) |
1995
1996
1997
|
|
|
|
|
50000
75000
83000
|
|
Затраты на текущий ремонт
с каждым годом увеличиваются из-за высокой стоимости запасных частей и
ремонтных материалов.
Количество ремонтов
снижается из-за изменившегося отношения механизаторов к эксплуатации машин.
2.2 Организация ремонта
машин
Колхоз "Мир"
имеет машинно-тракторный парк в количестве: 43 трактора, 22 автомобиля, 15
комбайнов. На территории машинного двора размещены следующие объекты: ремонтная
мастерская, автогараж, склад запасных частей, диспетчерская, площади для
хранения и регулирования сельскохозяйственных машин.
Технику на капитальный
ремонт отправляют в специализированные ремонтные предприятия. Текущий ремонт тракторов,
автомобилей и сельскохозяйственной техники выполняется в ремонтной мастерской
хозяйства при участии водителя и слесаря. Внутри мастерской имеется пункт
технического обслуживания. Часть текущего ремонта проводится в автогараже. В
летнее время при наличии большого количества ремонтируемой техники, ремонт
производится на открытой площадке около ремонтной мастерской. Но для проведения
качественного ремонта мастерская не укомплектована нужным для ремонта
оборудованием, стендами для регулировки и обкатки различных машин.
В виду высоких денежных и
материальных затрат, хозяйство старается проводить как можно меньше капитальных
ремонтов в ремонтно-технических предприятиях, выполняя текущий ремонт техники с
частичной заменой отдельных узлов и деталей.
Ремонт деталей, узлов и
агрегатов, а также изготовление несложных единиц производится на участках ЦРМ.
На слесарно-механическом
участке занимаются изготовлением отдельных деталей, вышедших из строя: втулок,
болтов, гаек, шпилек, зубьев борон, расточкой тормозных барабанов автомобилей и
расточек накладок на заданный размер, также и других несложных деталей.
Проведение текущего
ремонта техники в ЦРМ осуществляется так: сначала техника проходит наружную
очистку и мойку, затем разборку и мойку агрегатов и узлов, дефектовку,
комплектовку, ремонт сборочных единиц и деталей, сборку тракторов.
Техника, подлежащая
ремонту, проходит предварительную наружную очистку и мойку. На мойке
используется установка струйного типа с подачей моечного раствора из
резервуара. В качестве моечного раствора используется обычная вода. Далее
трактор своим ходом или с помощью другого транспортного средства доставляется в
ремонтную мастерскую.
На аккумуляторном участке
выполняются работы, связанные с техническим обслуживанием, ремонтом и хранением
аккумуляторных батарей. Ремонт аккумуляторов выполняется заменой распавшихся
пластин с последующей сборкой, заливкой клемм, добавлением электролита и
зарядкой батарей.
В вулканизационном
участке занимаются устранением повреждённых автотракторных камер, склеиванием и
вулканизацией, а также переклеиванием тормозных накладок.
В сварочном участке
происходит сварка кузовов, прицепов, приварка тяг, проушин, а также
изготовление и восстановление деталей сваркой.
На агрегатном участке
производится разборка, ремонт и сборка редукторов, коробок переменных передач,
задних и передних мостов, двигателей.
При наличии деталей
производится замена шатунно-поршневой группы с последующей сборкой и
регулировкой узлов. На этом участке производится сборка трактора. Для установки
узлов и агрегатов здесь имеется кран-балка. После устранения неисправностей и
проведения технического обслуживания производится заправка трактора или
автомобиля горюче-смазочными материалами. Испытывают на работоспособность, а
далее машина своим ходом покидает мастерскую.
Для предотвращения брака
контроль проводится на разных этапах производственного процесса,
предварительный, кооперационный и окончательный ремонт.
На ремонтном предприятии
осуществляется главным образом сплошной контроль всех наиболее ответственных
деталей и узлов.
Оплата служащих
производится по установленным должностным окладам, а рабочих - по тарифной
системе. При тарифной системе за выполненную работу рабочий получает по часовой
тарифной ставке, зависящей от квалификации, условий труда и формы оплаты.
На пункте технического
обслуживания производится смазка трущихся поверхностей, замена масла в
двигателе, коробке передач, в мостах; регулировочные работы, а также мелкий
ремонт. Основное оборудование ЦРМ перечислено в таблице 2.6.
Таблица 2.6 Основное оборудование ЦРМ
|
Наименование
участка и
оборудования
|
Марка, тип |
Количество,
шт. |
| 1 |
2 |
3 |
|
I. Участок ТО и ТР
1. Пост смазки
2.
Солидолонагнетатель
3. Бак
маслораздаточный
4. Станок
заточный
5. Верстак
слесарный с тисами
6. Шкаф для
приборов и инструментов
|
03-4697М
ГАРО-350
ГАРО-137
ЭТ-62
ОРГ-5365
4991
|
1
1
1
1
1
1
|
|
7. Компрессор
II. Кузнечно-сварочный
8.
Трансформатор сварочный
9. Стол
сварочный
10. Шкаф для
инструментов
11. Горн
кузнечный
12. Молот
пневматический
13. Наковальня
кузнечная
14. Ванна для
проверки герметичности баков и радиаторов
III. Вулканизационный
15. Аппарат
вулканизационный
16. Станок
вертикально-сверлильный
17. Шкаф для
инструмента
18. Стеллаж
IV. Аккумуляторный
19. Верстак
аккумуляторщика
20. Стенд
21. Стеллаж
для аккумуляторов
V. Слесарно-механический
22. Станок:
токарно-винторезный
23. заточный
24. вертикально-сверлильный
25. фрезерный
26. Верстак
слесарный с тисами
27. Шкаф для
инструментов
28. Стеллаж
VI. Агрегатный
29. Подставка
для двигателей
30. Контейнер
для деталей
31. Верстак
слесарный с тисами
32. Кран-балка
|
УЧ-3102
ТД-317
ОКС-7523
4991
Р 923
М-4129А
ГОСТ 11392-75
0505
ГАРО-312
112М
4991
Э 405
5106,00
КИ-968
Э 405
1А62
ЭТ-62
2А135
6Т80Ш
ОРГ-5365
4991
Э 405
ПЦ-01
ОГГ-1998
ОРГ-5365
|
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
|
Технико-экономические
показатели генерального плана машинного двора даны в табл. 2.7.
Таблица 2.7 Технико-экономические
показатели генерального плана
| Показатели |
Значение
показателя |
| 1 |
2 |
|
1. Общая
площадь, га
2. Площадь
застройки, га
3. Площадь
озеленения, га
4. Площадь с
твёрдым покрытием, га
5. Коэффициент
использования площади участка
6. Коэффициент
застройки участка
7. Коэффициент
озеленения территории
|
2,25
0,74
0,29
0,18
0,54
0,33
0,13
|
Анализируя табл. 2.7
можно отметить низкую степень застройки территории.
В перспективе планируется
оборудование площадок для хранения сельскохозяйственных машин с твёрдым
покрытием и увеличения площади озеленения территории машинного двора, что
показано на схеме генерального плана машинного двора на листе РМДП ГП формата
А1.
2.3 Технико-экономические
показатели работы ремонтной мастерской
Производственная
деятельность ремонтной мастерской оценивается общими (абсолютными) и удельными
(относительными) показателями, которые приведены в таблице 2.8 и 2.9.
Из табл. 2.8 видно, что
стоимость основных производственных фондов возрастает с каждым годом. Произошло
увеличение численности работников, отсюда увеличение годового объёма работ и
количество приведённых ремонтов. Происходит увеличение фондов на заработную
плату, ремонтные материалы, запасные части. Оптовая цена приведённого ремонта,
так же возрастает, вследствие увеличения закупочных цен на ремонтные материалы.
Валовая продукция с каждым годом увеличивается.
Таблица 2.8 Общие
показатели деятельности ЦРМ
|
|
Обозначения |
Годы |
| Показатели |
и формулы |
1995 |
1996 |
1997 |
|
1. Среднегодовая стоимость ОПФ,
тыс. руб.
2. Производственная площадь , м2
3. Среднегодовая численность
работников, чел.
4. Всего затрат (себестоимость
работ), тыс. руб.
в том числе:
4.1 Зарплата с начислениями
4.2 Запасные части и ремонтные
материалы
4.3 Прочие затраты
5. Годовой объём работ, чел.-ч.
6. Количество приведённых
ремонтов (текущий ремонт трактора МТЗ), шт.
7. Оптовая цена приведённого
ремонта, тыс. руб.
8. Валовая продукция, тыс. руб.
|
СОПФ
Fп
Р
СР=СЗП+СЗЧМ+
+СПР
СЗП=СЗПО++СЗПД+ССОЦ+СУР
СЗЧМ=СЗМ+СМ++СПР
СПР
ТМ=СЗПО/0,01СК
NПР=ТМ/ТТР
ЦО
В=NПРžЦО
|
141000
640
9
94950
35400
46400
13150
18720
115
542,1
62341,5
|
197000
640
10
154320
72300
56500
22520
21250
131
786,1
102979,1
|
212000
640
11
175540
83850
65300
26390
23144
143
868,4
124181,2
|
Таблица 2.9 Удельные
показатели деятельности мастерской
|
|
Обозначения |
Годы |
| Показатели |
и формулы |
1995 |
1996 |
1997 |
| 1 |
2 |
3 |
4 |
5 |
|
1. Средняя зарплата одного
работника за год, тыс. руб.
2. Себестоимость приведённого
ремонта, тыс. руб.
3. Использование площади (стоимость
валовой продукции в расчёте на 1 м2 производственной площади),
тыс. руб./м2
4. Фондоотдача (стоимость валовой
продукции на 1 тыс. руб. стоимости основных фондов), тыс. руб./тыс. руб.
|
ЗП=СЗП/Р
ССР=СР/NПР
С=В/FП
Ф=В/СОПФ
|
3933,3
825,65
97,41
0,44
|
7290
1178,0
160,90
0,52
|
7622,7
1227,5
194,03
0,59
|
|
5. Производительность труда
(стоимость валовой продукции в расчёте на 1 работника), тыс. руб./чел.
6. Прибыль или убыток, тыс. руб.
7. Рентабельность производства, %
|
П=В/Р
ЭГ=В-СР
УР=ЭГž100/СР
|
6926,8
-32608,5
-
|
10297,9
-51340,9
-
|
11289,2
-51358,8
-
|
Анализ таблицы 2.9
показал, что произошло увеличение заработной платы одного работника.
Увеличилась себестоимость приведённого ремонта, за счёт увеличения затрат на
ремонт. Также увеличилась фондоотдача, за счёт увеличения валовой продукции
ремонтных работ. Возросло количество приведённых ремонтов, благодаря увеличению
годового объёма ремонтных работ. Ремонтная мастерская приносит убыток
хозяйству, поэтому нужно принять необходимые меры по организации ремонтных
работ и управлению кадрами мастерской.
2.4 Обоснование темы
проекта
Переход на новые формы
хозяйствования требует разумного подхода к имеющимся ценностям, а следовательно
и к способам поддержания техники в высокой работоспособности. Для этого в
хозяйстве необходимо иметь мастерскую, оснащённую прогрессивным технологическим
оборудованием, участками по восстановлению изношенных деталей, где должны
работать квалифицированные рабочие. На данном этапе, когда все сложные ремонты
хозяйство пытается проводить самостоятельно, потребуются участки, оборудование
которых отвечало бы всем требованиям восстановительных работ. Необходимо также
подготовить рабочих для работы на этих участках. С целью решения этих и ряда
других задач, касающихся организации ремонта машинно-тракторного парка в
колхозе "Мир" необходимо:
· разработать план-график проведения
технического обслуживания и ремонта машин;
· спроектировать новое здание ЦРМ, так
как существующая мастерская не позволяет выполнить весь объём работ по
техническому обслуживанию и ремонту машин, из-за недостаточности производственных
площадей;
· оснастить проектируемую мастерскую
современным оборудованием, подобрать квалифицированные кадры и в перспективе
организовать работы на хозяйственном расчёте;
· спроектировать стенд для обкатки и
регулировки сеялки, т.к. много времени уходит, в полевых условиях, на
регулировку сеялок.
В связи с этим
разрабатываемая тема дипломного проекта имеет актуальное значение.
3.
ОРГАНИЗАЦИОННО-ПРОЕКТНАЯ РАЗРАБОТКА ОРГАНИЗАЦИИ РЕМОНТА МАШИН В КОЛХОЗЕ
"МИР"
3.1 Обоснование
программы, её структуры и объёма работ
Годовая номенклатура
работ в центральной ремонтной мастерской устанавливается в зависимости от имеющейся
техники в бригадах и хозяйстве в целом.
Деятельность центральной
мастерской кооперируется с работой других ремонтных предприятий, производящих
капитальный ремонт машин, агрегатов, узлов, а также централизованное
восстановление деталей, ремонт автотранспортной резины и аккумуляторных
батарей.
После установления
номенклатуры ремонтных работ, которые должны выполняться в центральной
мастерской, необходимо рассчитать число ремонтов и технических обслуживаний по
каждой группе машин хозяйства.
Для тракторов одной марки
число ремонтов и технических обслуживаний определяют по формулам [1]:
NКР=ВПN/В КР; (3.1)
N ТР=В ПN/В ТР-N КР; (3.2)
NТО-3=ВПN/ВТО-3-NКР-NТР; (3.3)
NТО-2=ВПN/ВТО-2-NКР-NТР-NТО-3; (3.4)
NТО-1=ВПN/ВТО-1-NКР-NТР-NТО-3-NТО-2, (3.5)
где ВП- среднегодовая
плановая наработка для машин данной
марки, мото-ч.;
N- число машин данной марки, шт.;
ВКР, ВТР,
ВТО-2, ВТО-3, ВТО-1- периодичность ремонтов и
технических обслуживаний,
мото-ч.
Плановая наработка для
машин данной марки определяется исходя из анализа деятельности хозяйства.
Периодичность ремонтов и технических обслуживаний приведены в [1].
Для зерноуборочных и
специальных комбайнов число капитальных и текущих ремонтов определяют по
вышеприведённым формулам. Периодичность проведения капитального ремонта
зерноуборочных комбайнов составляет - 1200, текущего ремонта - 400 мото-ч.
Для определения числа
ремонтов и технических обслуживаний автомобилей используют вышеприведённые
формулы. Для автомобилей:
· периодичность капитального ремонта ВКР=250
тыс. км;
· техническое обслуживание N2 ВТО-2=12 тыс. км;
· техническое обслуживание N1 ВТО-1=2 тыс. км.
Текущий ремонт
автомобилей проводится по мере наработки, и трудоёмкость его определяется по
формуле:
 ,(3.6)
,(3.6)
где  - количество автомобилей
данной марки, шт.;
- количество автомобилей
данной марки, шт.;
 - среднегодовой плановый пробег
автомобиля, тыс. км;
- среднегодовой плановый пробег
автомобиля, тыс. км;
 - трудоёмкость текущего ремонта
автомобиля, приходящегося
- трудоёмкость текущего ремонта
автомобиля, приходящегося
на 1000 км пробега [5],
чел.-ч.
Пример расчёта числа
ремонтов и технических обслуживаний в пояснительной записке выполняется для
трактора марки ДТ-75М.
Исходные данные для
расчёта:
· планируемая наработка на трактор 900
мото-ч.;
· количество машин - 14;
· периодичность работ приведена в [1].
Число капитальных
ремонтов находится по формуле (3.1):
Nкр=900ž14/6000=2.
Число текущих ремонтов
определяется по формуле (3.2):
Nтр=900ž14/1920-2=5.
Число технических
обслуживаний N3 определяется по формуле (3.3):
NТО-3=900ž14/960-2-5=6.
Число технических
обслуживаний N2 определяется по формуле (3.4):
NТО-2=900ž14/240-2-5-6=40.
Число технических
обслуживаний N1 найдётся по формуле (3.5):
NТО-1=900ž14/60-2-5-40=157.
Сезонное техническое
обслуживание для тракторов и автомобилей проводятся два раза в год. Для
комбайнов техническое обслуживание N2 проводится
один раз в сезон, техническое обслуживание N1- 3 раза в сезон.
Рассчитанное число
ремонтов и технических обслуживаний машинно-тракторного парка хозяйства
распределяется между ремонтно-обслуживающими базами с учётом кооперирования и
экономической целесообразности.
Капитальный ремонт
тракторов, автомобилей и комбайнов осуществляется на заводах агропромышленного
комплекса (АПК) или ремонтно-технических предприятиях.
Текущий ремонт:
· тракторы - 100% в ЦРМ;
· автомобили - 80% в ЦРМ, 20% на
заводах АПК;
· комбайны - 100% в ЦРМ.
Техническое обслуживание N3:
· тракторы - 100% в ЦРМ.
Техническое обслуживание N2:
· тракторы - 50% в ЦРМ; 50% на пунктах
технического обслуживания (ПТО) или в бригадах;
· автомобили - 50% в ЦРМ, 50% в ПТО;
· комбайны - 100% в бригадах или ПТО.
Техническое обслуживание N1:
· тракторы - 100% на ПТО или в
бригадах;
· автомобили - 100% на ПТО;
· комбайны - 100% в бригадах или на
ПТО.
Текущий ремонт
сельскохозяйственных машин полностью проводят в центральной ремонтной
мастерской.
Распределение работ между
ремонтно-обслуживающими базами приведено в приложении 1.
Общую годовую
трудоёмкость работ мастерской определяет по формуле [1]:
Тоб=åТм+Тдоп., (3.7)
где åТм- суммарная трудоёмкость
текущего ремонта и технических
обслуживаний машин
(тракторов, автомобилей, комбайнов,
сельскохозяйственных),
чел.-ч. (см. приложение 1);
Тдоп-
трудоёмкость дополнительных работ в ремонтной мастерской,
чел.-ч.
Для ремонтных мастерских
объём дополнительных работ определяется в процентном отношении к суммарной
трудоёмкости текущего ремонта и технических обслуживаний следующим образом:
· ремонт оборудования мастерской - 10%,
из них 80% в ЦРМ, а 20% на заводах;
· ремонт оборудования животноводческих
ферм - 8%, из них 80% в ЦРМ, 20% на заводах;
· восстановление и изготовление деталей
- 10%, из них 80% в ЦРМ, 20% на заводах;
· прочие непредвиденные работы - 12%,
из них 80% в ЦРМ, 20% на заводах.
По общей трудоёмкости
мастерской выбирается соответствующий типовой проект центральной ремонтной
мастерской [2].
Рассчитанный объём
распределяется по месяцам. При этом учитывают:
· текущий ремонт тракторов проводят в
месяцы ноябрь - март;
· техническое обслуживание тракторов и
автомобилей и текущий ремонт автомобилей планируют по мере наработки (летом
техническое обслуживание чаще, чем зимой);
· текущий ремонт сельскохозяйственных
машин проводят в любое время года, когда они не заняты на работах;
· текущий ремонт комбайнов осуществляют
в октябре и перед началом уборки (март - июнь);
· ремонт оборудования на
животноводческих фермах проводят в месяцы май - август;
· ремонт оборудования мастерской
проводят в любое время года, но станки меняют не все сразу, а постепенно (1-2 станка
в месяц);
· прочие работы проводят летом больше
(больше загрузка мастерской), зимой меньше.
На основании этих данных
составляется годовой календарный план работ по месяцам (см. приложение 2).
По данным приложения 2
вычерчивается график загрузки мастерской РМДП Г3.
3.2 Распределение
трудоёмкости по участкам. Расчёт количества рабочих, оборудования и площадей
Рассчитанную трудоёмкость
работ, которую планируется выполнить в центральной ремонтной мастерской
распределяют по участкам ремонта. Виды работ и их удельный вес в общем объёме
принимаются по таблицам 35, 37, 38, 39 [1]. Результаты распределения работ по
видам и участкам представлены в виде приложения 3. Состав участков определяется
исходя из технологических процессов ремонта машин и данных выбранного типового
проекта ремонтной мастерской 816-1-173.89.
Численность основных
производственных рабочих по участкам рассчитывают по формулам:
 . (3.8)
. (3.8)
где 
 - явочное и списочное число
рабочих, чел.;
- явочное и списочное число
рабочих, чел.;
 - трудоёмкость работ по участку,
чел.- ч.
- трудоёмкость работ по участку,
чел.- ч.
(из приложения 3);
 - номинальный и действительный фонды
рабочего времени, ч;
- номинальный и действительный фонды
рабочего времени, ч;
К - планируемый
коэффициент перевыполнения норм выработки,
равный 1.05...1.15.
Номинальный и
действительный фонды рабочего времени находятся по формулам:
Фн.р=(Дк-Дв-Дпр)×tсм; (3.10)
Фд.р=(Дк-Дв-Дпр-Дот)×tсм×h, (3.11)
где Дк - число
календарных дней в году, равно 365 дней;
Дв -
количество выходных дней, 104 дня;
Дпр-
количество праздничных дней, 9 дней;
Дот -
количество отпускных дней, 24 дня;
tсм - время смены, 8,2 часа;
h - коэффициент, учитывающий невыход
рабочих на работу,
равный 0,9... 0,95.
Все расчётные данные
сводятся в приложение 4.
Численность
вспомогательных рабочих принимают 10% от числа основных производственных
рабочих.
Рвсп.р=0,1×14=1,4
Численность
инженерно-технических работников (ИТР) принимают до 10%, служащих 2-3% и
младшего обслуживающего персонала 2-4% от суммы производственных и
вспомогательных рабочих [1].
Ритр=0,1×15=1,5.
Рслуж.=0,02×15=0,3.
Рмол=0,04×15=0,6.
Таким образом численность
ИТР, служащих и младшего обслуживающего персонала можно принять соответственно
Ритр=2, Рслуж.=1 и Рмол=1 человек.
Весь штат ремонтной
мастерской будет равен:
Р=Рсп.+Рвсп.р+Ритр+Рслуж+Рмол
. (3.12)
Р=14+1+2+1+1=19 чел.
Исходные данные для
определения количества оборудования - это рабочий технологический процесс и
трудоёмкость выполнения определённых видов работ и операций. При проектировании
необходимо рассчитать количество основного оборудования, на котором выполняются
основные, наиболее сложные и трудоёмкие технологические операции ремонта машин
и агрегатов. К основному оборудованию ремонтной мастерской относятся: моечные
машины, металлорежущие станки, обкаточно-тормозные стенды.
Для определения числа
моечные машин и обкаточных стендов определяют число приведённых ремонтов по
формуле:
Nпр.р=Тсум/Ттр, (3.13)
где Тсум-
суммарная трудоёмкость работ по мастерской за год, чел.-ч.;
Тт.р.-
трудоёмкость текущего ремонта единицы техники
для ДТ-75М, чел.-ч.
Nпр.р=25433,2/275,1=92 ремонта.
Количество моечных машин
определяют по формуле [1]:
 (3.14)
(3.14)
где  - масса деталей подлежащих
мойке за планируемый период в
- масса деталей подлежащих
мойке за планируемый период в
данной машине, кг (для
ДТ-75М Q=5500 кг);
t - время мойки одной деталей или
узлов, ч. (t=0,5ч);
Фд.р-
действительный фонд времени за планируемый период, ч.;
q - грузоподъёмность поворотного стола
для машины ОМ 1366-01
равна 300 кг;
 - коэффициент, учитывающий
одновременную загрузку моечной
- коэффициент, учитывающий
одновременную загрузку моечной
машины по массе в
зависимости от конфигурации и габаритов
деталей,  ...0,8;
...0,8;
 - коэффициент использования моечной
машины
- коэффициент использования моечной
машины
по времени,  = 0,8...0,9.
= 0,8...0,9.
Sм=5500×0,5×92/1682,9×300×0,7×0,8=0,89»1 шт.
Число испытательных
стендов определяют по формуле:
Su=Nд×tu×c/(Фд.р×hс), (3.15)
где Nд - число двигателей проходящих обкатку и испытание в
расчётном
периоде, шт.;
tu - время обкатки и испытания
двигателя
(с учётом монтажных
работ), ч, t =4ч;
с - коэффициент,
учитывающий возможность повторной обкатки
и испытания двигателя, с
= 1,05...1,1;
hс - коэффициент использования стендов, hс = 0,9...0,95.
Su=92×4×1,075/1682,6×0,925=1шт.
Число металлорежущих
станков определяют по формуле [1]:
Scn=(Tст×кн/(Фд.р. ×h0)) ×0,7, (3.16)
где Тст -
трудоёмкость станочных работ (см. приложение 3), чел.-ч.;
кн -
коэффициент неравномерности загрузки предприятия, кн=1,0...1,3;
hо - коэффициент использования станочного оборудования,
hо=0,86...0,90;
0,7 - коэффициент,
учитывающий, что трудоёмкость слесарно-механических работ 70% производится
станками, а 30% - слесарные работы.
Sст=11373×1×0,7/1682,6×0,9=5 станков.
Рассчитанное число
станков распределяют по видам: 30...50% - токарные, 8...10% - расточные, 10-12%
- фрезерные, 10-15% - сверлильные, 12-20% - шлифовальные.
Число станков равно:
токарные - Sст=2;
фрезерные - Sст=1;
сверлильные - Sст=1;
шлифовальные - Sст=1.
Число сварочного
оборудования принимают по числу электрогазосварщиков, т.е. 1 сварочный агрегат.
Число горнов и молотов - по числу кузнецов, т.е. 1 горн и 1 молот.
Потребность в остальном
оборудовании и оснастке рабочих мест принимается на основании спецификации
оснащения рабочих мест типовой мастерской [2].
Результаты расчёта и
подбора оборудования сводятся в приложении 5.
При расчёте
производственных площадей участков (наружной очистки и мойки,
разборочно-моечного, сборки, технического диагностирования машин и др.) по
площади, занимаемой оборудованием и машинами, и переходным коэффициентом
пользуются формулой [1]:
Fуч=(Fоб+Fм) ×s , (3.17)
где Fоб и Fм -площади занимаемые соответственно оборудованием и машинами,
м2;
s - коэффициент, учитывающий рабочие
зоны и проходы, табл. 46 [1].
Площади остальных
участков определяют по площади, занимаемой оборудованием, с учётом рабочих зон
и проходов [1]:
Fуч=Fоб×s. (3.18)
Площадь занимаемая
оборудованием приводится в приложении 5. Результат расчёта площадей участков
заносятся в приложение 6.
3.3 Компоновка участков,
планировка оборудования
Компоновку производственного
корпуса производят на основании расчётов площадей участков, а также общей длины
производственного потока.
Участки на плане
производственного корпуса размещают так, чтобы ремонтируемые агрегаты и другие
громоздкие детали можно было перемещать по наикратчайшему пути, а взаимосвязь
разборочно-сборочных участков по восстановлению деталей соответствовала ходу
технологического процесса и направлению основного грузопотока.
Согласно противопожарным
требованиям огнеопасные участки (сварочный, кузнечный и др.) рекомендуется
располагать группами у наружных стен и изолировать от других помещений огнестойкими
стенами.
В сварочном участке
основной проход принимают шириной не менее трёх метров, расстояние между
верстаками - 15м. Ширина оконных проёмов - 1,2м, дверей - 1,2...1,5м.
Расстояние от стен до станков не менее 0,5м.
Планировку
производственных участков мастерской производят по схеме компоновки участков с
прямым потоком. Ширину мастерской принимают стандартной, равной 24м.
Длину здания
прямоугольной формы рассчитывают по формуле [1]:
LЗ=FЗ/B, (3.19)
где F - площадь здания мастерской, м2;
B - ширина здания, м.
LЗ=1230/24=51,25м.
Длину здания принимают
кратной 6, т.е. L=54м.
При вычерчивании
компоновочного плана здания, все его элементы показывают с принятыми условными
обозначениями приведёнными в таблице 48 [1].
Для проведения планировки
каждый вид оборудования имеет условное обозначение. Контуры оборудования
изображают упрощённо в соответствующем масштабе.
Нумерация всех видов
оборудования сквозная.
4. ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕСС ОБКАТКИ СЕЯЛОК
4.1 Анализ существующих
технологических процессов
Технологический процесс
на обкатку и регулировку сеялок С3-3,6 включает все операции и технические
требования, приведённые на листе РМДП.
Анализируя данный технологический
процесс возникает убеждение в том, что все основные операции по обкатке и
регулировке сеялок, а также их технические требования одинаковы во всех
случаях. Они описываются в техническом паспорте сеялок и технической
документации, высылаемых заводом-изготовителем. Следовательно, технологический
процесс, приведённый в проекте можно считать универсальным, подходящим для
различных стендов различных конструкций. Если же сеялка регулируется на
заданную норму высева в полевых условиях, технологический процесс на
регулировку будет изменён, так как изменится количество операций
технологических процессов.
Для стендов, конструкция
которых значительно отличается от проектируемой (например, стенд имеет привод
от вала отбора мощностей трактора), то в этом случае увеличивается наименование
и количество операций, которые необходимо провести при обкатке и регулировке
сеялки. При этом технологический режим практически не изменится.
4.2 Описание
разрабатываемого технологического процесса
В данном проекте
разрабатывается технологический процесс обкатки сеялок любых марок, у которых
привод рабочих органов осуществляется от вращения колёс сеялки.
В этом процессе
проводится предэксплуатационная обкатка, производится техническое обслуживание
сеялки и устанавливается норма высева от заданной посевной культуры.
Последовательность
операций, которые необходимо провести при обкатке и регулировке сеялок
приведены на листе формата А1.
Во время проведения
операций по обкатке и регулировке сеялок основное внимание удаляют следующим
регулировкам:
· установка нормы высева;
· установка нормы внесения минеральных
удобрений;
· установка равномерности посева;
· расстановка сошников на заданную
схему посева (на заданную ширину междурядий);
· регулировка глубины заделки семян.
Основное внимание уделяют
проверке состояния семенных и туповых ящиков, высевающих аппаратов, сошников,
загортачей и механизмов передачи. Для обеспечения равномерности высева катушки
всех высевающих аппаратов должны выступать из корпусов на одинаковую величину,
допускается отклонение ±1мм.
Вал высевающих аппаратов с катушками должен свободно перемещаться под действием
рычага регулятора высева.
Диски сошников должны
свободно вращаться без бокового качания и заеданий. Толщина лезвия дисков
0,4-0,5мм.
Зазор между дисками
сошников в передней части допускается не более 1-1,5мм.
Количество семян q, которое должно высеваться сеялкой
за m оборотов колёс равно:
q=p×D×m×H×b×n/10000, (4.1)
где H -норма высева семян, кг/га;
b - ширина междурядий, см;
n - число сошников;
D - диаметр колеса, м.
Равномерность высева
лучше всего проверять при установке нормы высева.
Для этого семена собирают
отдельно от каждого высевающего аппарата, каждый должен подавать q/n кг семян, где n - число
высевающих аппаратов, равное числу сошников.
Равномерность высева
регулируют перемещением катушки высевающего аппарата относительно вала
высевающих аппаратов.
4.2.1 Определение норм
времени на операции по обкатке и регулировке сеялок
Технически обоснованной
нормой времени называют время, заданное на выполнение определённой работы в
определённых организационно-технических условиях с учётом наиболее
рационального использования средств производства и передового опыта рабочих.
Нормы времени на
слесарные работы находятся по таблицам и используются некоторые простейшие
формулы.
В норму времени на выполнение
слесарных работ включают основное, вспомогательное, дополнительное и
подготовительно - заключительное время, которое рассчитывается по формуле:
Тн=То+Тв+Тдоп.+Тпз/nшт., (4.2)
где То -
основное время, мин.;
Тв -
вспомогательное время, мин.;
Тдоп. - дополнительное
время, мин.;
Тпз -
подготовительно-заключительное время, мин.;
nшт. -
количество деталей.
Основное время - это
время, в течении которого изменяют форму или размер детали в результате
какого-либо вида обработки.
Вспомогательным называют
время, затрачиваемое на установку детали, наладку оборудования, замеры и т.п.
Сумма основного и
вспомогательного времени составляют оперативное время:
Топ=То+Тв,
мин. (4.3)
Дополнительное время
складывается из времени обслуживания рабочего места, перерывов на отдых и т.д.
Дополнительное время на
слесарных работах принимают в пределах 8% от оперативного.
Сумма основного,
вспомогательного и дополнительного времени составляет штучное время:
Тш=То+Тв+Тдоп.,
мин (4.4)
Подготовительно-заключительное
время включает в себя получение наряда, инструмента, подготовка рабочего места,
сдача выполненной работы. Это время находится по таблице 207 [11] в зависимости
от степени сложности выполняемой работы. Таким образом, определяя норму
времени, используя штучное время получили:
Тн=Тш+Тпз/nшт, мин. (4.5)
Штучное время целиком
включается в норму времени на изготовление каждой детали. Это время находится
из таблицы [11] и рассчитывается норма времени на каждую операцию. Результаты
расчётов приведены на листе..... формата А1.
Операция N2 по монограмме устанавливает длину
рабочей части высевающей катушки. При использовании линейки с учётом размеров
штучное время составляет:
Тшт=0,4 мин;
Тпз=3 мин;
Тн=0,4+3/24=0,5
мин.
4.3 Составление
технологической документации
Технологические процессы
проектируются применительно к ЦРМ или машинному двору в соответствии с
требованиями стандартов ЕСКД и ЕСТД, а также с учётом дополнений, разъяснений,
изложенных в руководящих технических материалах и отраслевых стандартах.
При проектировании технологических
процессов при обкатке сеялки, проведение технического обслуживания и
установления нормы высева разрабатывается следующая документация:
· титульный лист (Т.Л.) лист РМДП ;
· карта эскизов (К.Э.) лист РМДП ;
· операционная карта (О.К.) лист РМДП .
Технологическая
документация оформляется на листе формата А1 [22].
5. КОНСТРУКТОРСКАЯ
РАЗРАБОТКА. СТЕНД ДЛЯ ОБКАТКИ СЕЯЛОК ПОСЛЕ РЕМОНТА
5.1 Обоснование
целесообразности и необходимости выполнения принятой конструкторской разработки
В связи с тем,
ремонтно-обслуживающая база сельскохозяйственных предприятий нуждается в
ремонтном оборудовании, в дипломном проекте рассматривается вопрос изготовления
стенда по обкатке и регулировке сеялок в условиях ремонтной мастерской.
В данном проектировании в
большей степени используются узлы и агрегаты с отработавших и вышедших из строя
сельскохозяйственных машин, что существенно сказывается на стоимости стенда и
простоте изготовления. Все основные сборочные единицы стенда заимствованы с
сельскохозяйственных машин. Следовательно, работы по изготовлению данной
конструкции сводятся к следующим операциям: изготовление рамы стенда,
изготовление валов и подшипниковых узлов, сборка и установка всей конструкции.
Отсюда следует, что при
небольшом количестве затрат можно изготовить стенд, который будет приносить
значительную прибыль, т.к. в хозяйстве подобных стендов нет, а настройку сеялок
производят в полевых условиях, что негативно сказывается на качестве посевов, а
следовательно снижает урожайность зерновых культур.
5.2 Анализ существующих
аналогичных конструкций
В настоящее время в
сельском хозяйстве для регулировки сеялок используют следующие стенды: стенд
для регулировки сеялок передвижных с приводом от вала отбора мощности трактора
передаётся через карданную передачу и муфту к редуктору, который снижает
частоту вращения и передаёт момент валу, на котором находится ведущий каток
стенда; стенд стационарный с приводом от электродвигателя, где через ремённую
или цепную передачу передаётся крутящий момент к редуктору, который также
связан с валом, на котором находится ведущий каток стенда.
Также могут применяться
стенды, имеющие небольшие отличия от вышеназванных стендов, или имеющие ряд
усовершенствований, например, можно увидеть установленный на стенд
мотор-редуктор, разъёмную муфту и т.д.
Все вышеуказанные стенды
имеют ряд недостатков, одним из которых является подбор редуктора, т.к.
необходимого может не оказаться в наличии, а на приобретение требуются
дополнительно материальные затраты.
5.3 Описание
разрабатываемой конструкции и её особенности
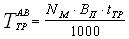
Работа стенда заключается
в следующем: вращение оси электродвигателя передаётся через цепную передачу
вариатору. Вариатор ремённый состоит из двух шкивов. Ведомый шкив ,
установленный на валу ведущего опорного ролика, через ведущий опорный ролик
передаёт вращение на колесо сеялки.
Кинематическая схема
привода стенда показана на рис. 5.1.
Кулачковая муфта 3 (рис.
5.1) служит для отключения привода от рабочего органа.
Обслуживание стенда
заключается в ежедневном осмотре стенда, подтяжке ослабших креплений,
регулировки натяжения цепи привода.
Вариатор 1 (рис. 5.1)
кроме функции регулирования, играет роль предохранительной муфты. В корпусе
шкива вариатора имеется срезная шпилька, рассчитанная на определённое
сопротивление передаче вращения.
Рисунок 5.1 Кинематическая
схема привода:
1 - вариатор; 2 -
электродвигатель; 3 - кулачковая муфта;
4 - ведущее опорное
колесо; 5 - ведомое опорное колесо.
Привод и крепление узлов
и деталей стенда в основном заимствуют со списанной сельскохозяйственной
техники и машин. В частности, заимствованными узлами в конструкции являются:
вариатор оборотов (скорости вращения), кулачковая муфта. Узлы заимствованы
соответственно с жатки (регулятор оборотов мотовила или подборщика) комбайна
СК-5М и с выгрузного зернового шнека комбайна СКД-6. Вариатор применён без
переделок, кроме регулировки (гидравлическая заменена на механическую).
Сборочный чертёж механизма регулирования приводится на листе РМДП .
Кулачковая муфта берётся
без фрикционных дисков. Муфту при помощи шести болтов крепят к опорному катку.
Опорный каток
изготавливается из тонкостенной трубы, диаметром 300мм, длиной 400мм. С торцов
заваривается листом из железа толщиной 3мм. На торцах просверливаются отверстия
под крепления для подшипниковых узлов и кулачковой муфты. Внутри катка проходит
вал, вращающийся на подшипниках. Сам каток вращается на подшипниках
относительно вала.
При включении кулачковой
муфты, каток фиксируется с валом и они вращаются как одно целое.
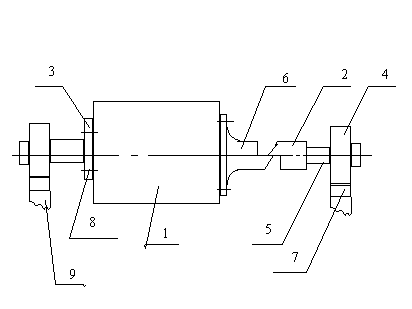
Рисунок 5.2 Опорный каток
с узлами:
1 -опорный каток; 2
-кулачковая муфта; 3 -подшипниковый узел катка; 4 -подшипниковый узел вала; 5 -
вал; 6 -болт крепления муфты к катку; 7 -болт крепления подшипникового узла к
раме; 8 -крепление подшипникового узла катка к корпусу катка; 9 -рама.
Ведущая полумуфта
кулачковой муфты перемещается и фиксируется от проворачивания относительно вала
при помощи двух шпонок, одна из которых служит для фиксации, другая для
перемещения по валу.
Один из подшипников узлов
опорного катка вмонтирован в ведомую полу муфту при помощи втулки и стакана.
Рама стенда состоит из
сварных соединений, уголков на которых монтируются рамы катков. Основание
двигателя приварено к одной из рам катков и нижней частью крепится к раме
стенда. Рама катка крепится к раме стенда при помощи болтов, для чего внутрь
рамы стенда привариваются с подтаем нарезные гайки. Рама стенда при помощи
анкерных болтов, залитых в фундамент, крепится гайками.
Для крепления
подшипниковых узлов в раме просверливают отверстия под диаметр болта.
5.4 Кинематический расчёт
и расчёт основных деталей конструкции
5.4.1 Определение
требуемой мощности электродвигателя
Искомую мощность
электродвигателя определяем по формуле [12]:
P=F×n/h, квт (5.2)
где F - сила тяги, необходимая для
вращения колёс сеялки, H;
n - максимальная скорость движения
сеялки, м/с;
h - коэффициент полезного действия
привода
h=h1×h2×h34, (5.3)
где h1 - коэффициент полезного действия
цепной передачи, 0,96
h2- коэффициент полезного действия ремённой передачи,
0,98
h3- Коэффициент полезного действия подшипниковых узлов в
валах, кратность
обозначает количество опор, где возможны
потери мощности на
трение, 0,99.
Сила тяги F=1410H [24]. Скорость движения сеялки при севе по агротребованиям
8...12км/ч или 2,2...3,3м/с. Расчёт производится на максимальной скорости
h=0,96×0,98×0,994=0,89.
P=1410×3,3/0,89=5,2кВт
5.4.2 Выбор
электродвигателя
При выборе
электродвигателя учитывается определённая по расчётам мощность.
Мощность выбранного для
привода электродвигателя должна быть не менее расчётной.
В ряду нестандартных
мощностей электродвигателей выше расчётной мощности подходит электродвигатель
мощностью P=5,5кВт с синхронной частотой
вращения nн=750 мин-1.
При больших частотах
вращения возникают затруднения с реализацией передаточного отношения. Двигатель
марки ЧА132М8УЗ с частотой вращения, с учётом скольжений, nc=720 мин-1.
5.4.3 Расчёт
передаточного отношения
Расчёт передаточного
отношения производится, используя данные по сеялке С3-3,6.
Определение частоты
вращения колеса сеялки:
np=60×n/p×D (5.4
где n - скорость движения сеялки, м/с
D - диаметр колеса сеялки, м (D=1,245)
nр = 60×3,3/3,14×1,245=50,6 мин-1
Определение передаточного
отношения привода
iо=nном/nр, (5,5
где nном - номинальная частота вращения вала
электродвигателя, мин-1;
nр - частота вращения колеса сеялки, мин-1
iо=720/50,6=14,2
Общее передаточное
отношение разбивается на передаточные отношения цепной, ременной и передачи с
опорного катка на колесо сеялки
Передаточное отношение
опорного катка на колесо сеялки:
iк=D/D1, (5,6)
где D1 - диаметр опорного катка, м.
iк=1,245/0,3=4,15.
Передаточное отношение
ременной передачи iр=1...2.
Передаточное отношение
цепной передачи:
iц=i0/iк, (5.7)
где i0- передаточное отношение привода;
iк - передаточное отношение опорного
катка на колесо сеялки.
iц=14,2/4,15=3,4.
Определение общего
передаточного отношения:
iобщ.=iк×iр×iц (5.8)
iобщ=4,15×2×3,4=28,2
Таким образом, наименьшая
скорость на стенде получается:
nmin=nном×p×D/60×iобщ . (5.9)
nmin=720×3.14×1.245/60×28.2=1.7м/с (6,2 км/ч).
5.4.4 Расчёт цепной
передачи
По передаточному
отношению цепной передачи определяем число зубьев малой ведущей звёздочки:
Z1=Z/iц, (5.10)
где Z - число зубьев ведомой звёздочки,
число зубьев применяемой
звёздочки z=50;
iц - передаточное число цепной передачи.
Z1=50/3.4=14.7.
За ведущую звёздочку
берём звёздочку с числом зубьев z1=15. Цепь берём с шагом i=19,05 с условием, что допускает
работу звёздочки с числом зубьев не менее 15 и частотой вращения 900 мин-1.
Проверка коэффициента
запаса прочности цепи:
S=Q/к0Ft+Fv+Ff, (5.11)
где Q - разрушающая нагрузка, Н (Q=31,8×103);
к0 -
динамический коэффициент, к0=1,25;
Ft - окружная сила, Н;
Fv - центробежная сила, Н;
Ff - сила от провисания цепи, Н.
Ft=P/V, H (5.12)
где Р - мощность
электродвигателя, Вт;
V - скорость движения цепи, м/с.
V=Z1×t×n1/60×103, м/с , (5.13)
где z1 - число зубьев ведущей звёздочки;
t - шаг цепи, мм;
n1 - частота вращения ведущей звёздочки, мин-1.
V=15×19,05×720/60×103=3,43 м/с .
Ft=5,5×103/3,43=1604Н .
Fv=q×V2, Н (5.14)
где q - масса одного метра цепи, кг/м (1,9
кг/м).
Fv=1,9×3,432=22,4Н.
Ff=9,81×kf×q×a, Н. (5.15)
где kf - коэффициент, учитывающий
расположение цепи, kf=1,5;
а- межосевое расстояние
звёздочек, а=0,35.
Ff=9,81×1,5×1,9×0,35=9,78Н,
S=31,8×103/(1,25×1604+22,4+9,78)=15,6.
Допустимое значение
коэффициента запаса прочности S=10,7
при nс=750 мин-1, следовательно подобранная
цепная передача применима в данном приводе.
5.4.5 Проверка ременной
передачи
Для привода вариатора
используется клиноремённая передача (Г-1700Ш ГОСТ 12841-80).
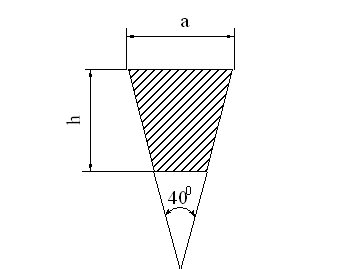
Рисунок 5.3 Ремень
клиновой:
Дано:
Размеры ремня:
высота h=19мм;
ширина a=32мм.
Межосевое расстояние
шкивов 370мм.
Максимальный диаметр
шкива 400мм.
Скорость вращения
ведущего шкива 212мин-1.
Сравнивая данные с
табличными и монограммой выбора сечения клинового ремня видно, что выбранный
вариатор с ремнём позволяет использовать его на стенде.
Ремень способен работать
при вращении 800мин-1, передавать мощность до 8,3кВт.
5.4.6 Расчёт валов
Проектирование валов
начинается с определения реакций в точках опор. Силу, действующую на валы
считают распределённой, величину силы определяют по массе сеялки.
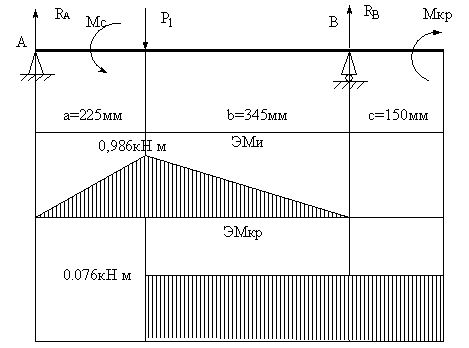
Рисунок 5.4 Эпюры
моментов:
Уравнение реакций в опорах:
åМА=0; Rb(a+b)-P1a=0.
(5.16)
åМb=0; - RA(a+b)+P1b=0.
(5.17)
Выражаем и определяем
величины реакций:
Rb=P1×a/(a+b), (5.18)
Ra=P1×b/(a+b), (5.19)
где P1 - сила давления сеялки на валы катков, равная
половине массы сеялки С3=3,6, равная 7,25кH.
Rb=7,25×0,225/(0,225+0,345)=2,86kH.
Ra=7,25×0,345/(0,225+0,345)=4,38kH.
Приступим к определению
диаметра вала опорного катка:
 (5.20)
(5.20)
где  - эквивалентный момент, H×м;
- эквивалентный момент, H×м;
 - предел выносливости для Ст 45,
240МПа.
- предел выносливости для Ст 45,
240МПа.
 , кН×м , (5.21)
, кН×м , (5.21)
где  -крутящий момент, кН×м;
-крутящий момент, кН×м;
 - изгибающий момент, кН×м.
- изгибающий момент, кН×м.
 =10N/n, кН×м (5.22)
=10N/n, кН×м (5.22)
где N - мощность электродвигателя, кВт;
n - число оборотов двигателя, мин-1.
 =10×5,5/720=0,076 кН×м.
=10×5,5/720=0,076 кН×м.
 =Ra×a, кН×м . (5.23)
=Ra×a, кН×м . (5.23)
 =4,38×0,225=0,986.
=4,38×0,225=0,986.
По данным расчётов
строятся эпюры изгибающих и крутящих моментов.
По эпюрам видно, что
опасное сечение находится в точке приложения силы P1.
Определение величины
эквивалентного момента в опасном сечении:
 кН×м
кН×м
Определение минимального
диаметра вала катков:
 .
.
Диаметр вала принимается
равным 35мм.
5.4.7 Расчёт подшипников
под валы
Номинальную долговечность
подшипника определяем по формуле [9]:
L=(C/P)P, (5.24)
где C - динамическая грузоподъёмность для
подшипника однорядного,
средней серии с
внутренним диаметром кольца под вал 35мм,
C=33,2 кН;
p - показатель степени для
шарикоподшипников, p=3;
P - эквивалентная нагрузка, кН.
При отсутствии осевой
нагрузки:
P=n×Fr×kd×kT, (5.25)
где n -коэффициент равный 1,2;
Fr - радиальная нагрузка, Н;
kd - коэффициент, учитывающий условия
работы подшипника, kd=1,2;
kT - температурный коэффициент, kT=1,05.
Радиальная нагрузка на
подшипник определяется весом сеялки С3-3,6 и весом катков и подшипников катков.
С учётом выше перечисленных фактов Fr принимается равной Fr=4550Н.
P=1,2×4550×1,2×1,05=6879,6Н.
L=(33,2/6,9)3=111,4 млн.
оборотов.
Определение номинальной
долговечности:
Ln=106×L/60×n, (5.26)
где n - частота вращения кольца
подшипника, n=105,8 мин-1.
Ln=106×111,4/60×105,8=17548,84.
По результатам расчётов
выбирается шариковый радиальный подшипник однорядный 80307 ГОСТ 7242-81,
который удовлетворяет условиям работы.
5.4.8 Расчёт сварочного
шва
Рассчитывается сварочный
шов рамы для крепления электродвигателя. Сварка произведена ручная
электродуговая, в нахлёст.
Толщина свариваемой рамы
5мм, следовательно толщина шва, т.е. его катет будет не менее 4мм.
При расчёте предлагается
условие, что относительный поворот деталей свариваемых вокруг центра тяжести
фигуры, образованной сечениями швов, происходит только за счёт деформации швов.
В этом случае:
t¢max=МрРmax/Jр£[t'] (5.27)
где Мр -
приложенный момент, н×м;
рmax - максимальное расстояние оси центра
тяжести до точки максимального напряжения, создаваемое в швах, м;
Jр - полярный момент инерции;
[t] - допускаемые напряжения в сварных
швах.
Jр =Jy+Jz, (5,28)
где Jy, Jz - осевые моменты инерции, м4.
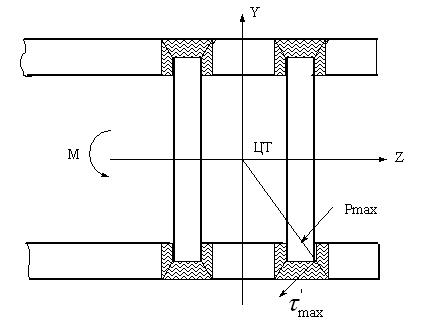
Рисунок 5.5 Схема рамы
под электродвигатель, загруженная моментом при передаче крутящего момента
цепной передаче:
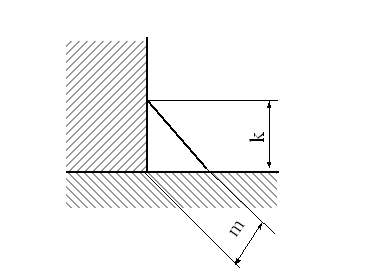
Рисунок 5.6 Поперечное
сечение сварного шва:
Jy=0,12n(a3+12ac22+6hc12), (5.29)
где к - катет шва, м;
h - суммарная длина сварных швов, м;
а - длина
перпендикулярного шва, м;
с1,с2
- коэффициенты.
с1=а(а+0,7к)/2(2а+h), (5.30)
с1=0,2(0,2+0,7×0,003)/2(2×0,2+0,4)=0,03.
с2=h(а+0,7к)/2(2а+h), (5.31)
с2=0,4(0,2+0,7×0,003)/2×(2×0,2+0,4)=0,05.
Jy=0,12×0,003×(0,23+12×0,2×0,052+6×0,4×0,003)=0,58×10-5м4.
Jz=0,06×к×[6a(h+0,7к)2+h3] . (5.32)
Jz=0,06×0,003×[6×0,2(0,4+0,7×0,003)2+0,43]=4,64×10-5м4.
Jр=0,58×10-5+4,64×10-5=5,22×10-5м4.
t'max=561×0,05/5,22×10-5=5,4×103н/м2.
Полученное значение t'max £[t]=18×103н/м2,
следовательно сварной шов выдержит момент, создаваемый электродвигателем.
5.4.9 Расчёт размерной
цепи
Приводится расчёт
допусков размерной цепи соединения гайки-толкателя с рычагом в механизме
регулирования, которое осуществляется с помощью кольца. Рассматривая расстояние
АD(см. рис. 5.7) видно, что оно зависит
от взаимного положения центра отверстия под момент и шайбы. Шайба в свою
очередь упирается в толкатель, толкатель в выступ кольца.
Составляется размерная
цепь:
· свободное расстояние - шайба;
· шайба - толкатель;
· толкатель - выступ кольца;
· выступ кольца - торец кольца;
· торец кольца - центр отверстия;
· центр отверстия - свободное расстояние.
Производится расчёт
допусков размерной цепи. Шайба в свою очередь упирается в толкатель. Условия:
А1=3мм; А2=20мм;
А3=6мм; А4=31мм.
DА=А4-А1-А2-А3=2мм.
Устанавливаются допуски
[21] 
 .
.
Определяется значение iAi [21] и по найденным значениям
определяется коэффициент точности размерной цепи:
 .
.
По коэффициенту точности
устанавливают допуски на все остальные звенья цепи по JТ10 [21]. Для охватываемых размеров отклонения определяют как
для основного вала:
Считается, что А4
- корректирующее звено. Тогда отклонения рассчитывается как для корректирующего
звена увеличивающегося [21]:
ЕSA4=[-JA1+ЕJА2+EJA3+ESAD], (5.33)
ЕSА4=(-10)+(-42)+(-18)+200=+130мкм.
ЕSА4=ЕSА1+ЕSA2+ESA3+EJAD, (5.34).
ESA4=10+15+18+50=93 мкм.
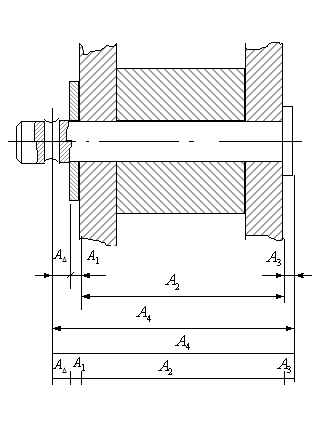
Рисунок 5.7 Схема
размерной цепи:
Округляя отклонение до
сотых долей миллиметра для обеспечения контроля получается:
Производится правильность
расчёта размерной цепи, используя следующие условия:
ESA4-(EJA1+EJA2+EJA3)=130-(-10-42-18)=200мкм,
200£ESAD=200мкм,
EJA4-(ESA1+ESA2+ESA3)³EJAD,
90-(15+10+18)=51³50 мкм.
Оба условия выдержаны,
следовательно размерная цепь рассчитана правильно.
5.5 Технико-экономическая
оценка спроектированной конструкции
Для технико-экономической
оценки спроектированной конструкции необходимо определить затраты на
изготовление, ожидаемую экономическую эффективность, срок окупаемости.
Затраты на изготовление и
модернизацию конструкции рассчитываются по формуле [23].
Сц.кон.=Скд+Сод+Спд+Ссб.н+Соп,
(5.35)
где Скд -
стоимость изготовления корпусных деталей, руб.;
Сод - затраты
на изготовление оригинальных деталей, руб.;
Спд -
стоимость покупных деталей, руб.;
Ссб.н - полная
заработная плата производственных рабочих, занятых
на сборке конструкций,
руб.;
Соп -
общепроизводственные накладные расходы на изготовление
или модернизацию
конструкций, руб.
Стоимость основных
корпусных деталей находим по формуле [18]:
Скд=Q×Cгд,
где Q - масса материала (по чертежам),
израсходованного на изготовление
корпусных деталей рам,
каркаса, кг.;
Сгд - средняя
стоимость 1 кг готовых деталей [7], руб.
Скд - 50×0,23×10,2=117,3 руб.
Затраты на изготовление
оригинальных деталей [23]:
Сод=Спр.н+См,
(5.37)
где Спр н-
зарплата (с начислениями) производственных рабочих, нанятых
на изготовление
оригинальных деталей, руб.;
См - стоимость
материала заготовки для изготовления оригинальных
деталей, руб.
Полная заработная плата
находится по формуле [23]:
Спр н=Спр+Сд+Сур+Ссоц.,
(5.38)
где Спр и Сд
- соответственно основная и дополнительная заработные платы,
производственных рабочих,
руб.;
Сур -
начисленная с учётом уральского коэффициента, руб.;
Ссоц -
начисленная по социальному страхованию, руб.
Основная заработная плата
производственных рабочих [23]:
Cпр=tcр×Cч×kд×kп, (5.39)
где tср - средняя трудоёмкость изготовления
отдельных оригинальных
деталей, чел.-ч [7];
Cч - часовая ставка рабочих, исчисляемая по среднему
разряду, руб. [7];
kд - коэффициент, учитывающий доплаты к основной
зарплате,
kд=1,03 [23];
kп - коэффициент удорожания, kп=6,8.
Cпр=8×0,73×1,03×6,8=40,9 руб.
Сд=0,1Спр=0,1×40,9=4,09 руб.
Сур=0,15(40,9+4,09)=6,75
руб.
Ссоц=0,316(40,9+4,09+6,75)=16,35
руб.
Спр н=40,9+4,09+6,75+16,35=68,1
руб.
Стоимость материала
заготовки для изготовления оригинальных деталей [23]:
Cм=Сз×Qз×kп, (5.40)
где Сз -
стоимость килограмма материала заготовки (табл. 50 [7]), руб. ;
Qз - масса заготовки, кг;
kп - коэффициент удорожания, kп=10,2.
См=0,35×4×10,2=14,28 руб.
Сод=68,1+14,28=82,38
руб.
Стоимость покупных
деталей берётся по прейскуранту [18]:
электродвигатель - 550
руб.;
подшипник 4 шт. - 17 руб.;
ремень - 4 руб.;
цепь -7,17 руб.;
звёздочка - 2,77 руб.;
вариатор- 9,57 руб.;
муфта - 17 руб.
Полная заработная плата
производственных рабочих, занятых на сборке конструкции, составит [23]:
Ссб н =Ссб+Сд
сб+Сур+Ссоц, (5.41)
где Ссб и Сд
сб - соответственно основная и дополнительная заработные
платы производственных
рабочих, занятых на сборке, руб.;
Сур -
начисления с учётом уральского коэффициента, руб.;
Ссоц -
начисления по социальному страхованию, руб.
Основную заработную плату
находят по формуле [7]:
Ссб=Тсб×Сч×kд×kп, (5.42)
где Тсб -
нормативная трудоёмкость сборки конструкции, чел.-ч.;
Сч - часовая
ставка рабочего, исчисляемая по среднему
разряду, руб./ч. [7];
kд - коэффициент, учитывающий доплаты к основной
зарплате, kд=1,03;
kп - коэффициент удорожания, kп=6,8.
Нормативную трудоёмкость
находят по формуле [7]:
Тсб=kсåtсб, (5.43)
где kс - коэффициент, учитывающий соотношения между полным
и оперативным временем
сборки, равный 1,08 [7];
åtсб - суммарная трудоёмкость сборки
отдельных элементов
конструкции, находят по
таблице [7], tсб=6,2ч.
Тсб=1,08×6,2=6,7 ч.
Ссб=6,7×0,73×1,03×6,8=34,26 руб.
Сдоп. сб=0,1Ссб=3,43
руб.
Сур. сб=0,15(34,26+3,43)=5,65
руб.
Ссоц=0,316(34,26+3,43+5,65)=13,70
руб.
Ссб. н=34,26+3,43+5,65+13,7=57,04
руб.
Общепроизводственные
накладные расходы находим по формуле [23]:
Соп=Сп×Rоп/100, (5.44)
где Сп -
основная зарплата производственных рабочих, руб.;
Rоп - процент общепроизводственных
затрат, Rоп=200%.
Соп=(40,9+34,26)
×200/100=150,32
руб.
Сц. кон=117,3+82,38+607,51+57,04+150,28=1014,51
руб.
Затраты на изготовление и
модернизацию конструкции есть ничто иное, как капитальные затраты.
Расчёт эксплуатационных
затрат по базовому варианту [23]:
С1=Сзп+См+Сопр
(5.45)
Сзп=Сзп
ор+Сзп вр, (5.46)
где Сзп ор -
заработная плата основного рабочего, руб.;
Сзп вр -
заработная плата вспомогательного рабочего, руб.
Сзп ор = Сп+Сд+Сур+Ссоц,
(5.47)
Сп=Тоб×Сч×kп, (5.48)
где Тоб -
трудоёмкость обкатки и регулировки сеялки в полевых
условиях [15], Тоб=3,15чел.-ч.;
Сч - годовая
ставка рабочего, исчисляемая по среднему
разряду, руб./ч. [7];
kп - коэффициент удорожания, kп=6,8.
Сп=3,15×0,73×6,8=15,64 руб.
Сд=0,1Сп=1,56
руб.
Сур=0,15(15,64+1,56)=2,58
руб.
Ссоц=0,316(15,64+1,56+2,58)=6,25
руб.
Сзп ор=15,64+1,56+2,58+6,25=26,03
руб.
Заработная плата
вспомогательного рабочего находится по формуле [23]:
Сзп вр=Сп+Сд+Сур+Ссоц,
(5.49)
Сп=Тоб×Сч×kп, (5.50)
где Тоб -
трудоёмкость обкатки и регулировки сеялки в полевых
условиях [15], Тоб=3,15чел.-ч.;
Сч - часовая
ставка вспомогательного рабочего, руб./ч. [7];
kп - коэффициент удорожания, kп=6,8.
Сп=3,15×0,53×6,8=11,35 руб.
Сд=0,1Сп=1,13
руб.
Сур=0,15(11,35+1,13)=1,87
руб.
Ссоц=0,316(11,35+1,13+1,87)=4,53
руб.
Сзп вр=11,35+1,13+1,87+4,53=18,88
руб.
Стоимость
общепроизводственных расходов находится по формуле [23]:
Сопр=СпRоп/100, (5.51)
где Сп -
основная заработная плата основного и вспомогательного
рабочих, руб.;
Rоп - процент общепроизводственных
затрат, Rоп=200%.
Сопр=(15,64+11,35)
×200/100=53,98
руб.
Стоимость топлива
находится по формуле [23]:
См=tт×Тоб×Сд.т, (5.52)
где tТ - норма расхода топлива при обкатке
трактором МТЗ [15], tТ=6,7литр/ч.;
Тоб -
трудоёмкость обкатки и регулировки сеялки в полевых
условиях, чел.-ч.;
Сд.т -
стоимость дизельного топлива, руб.
См=6,7×3,15×1,2=25,33 руб.
С1=26,03+18,88+25,33+53,98=124,22
руб.
Расчёт годовых
эксплуатационных затрат по проектному варианту [23]:
С2=Сзп+Сэ+См+Сопр,
(5.53)
Где Сзп -
заработная плата тракториста-машиниста, руб.;
Сэ - стоимость
электроэнергии, руб.;
См - стоимость
топлива и СМ, руб.;
Сопр -
общепроизводственные расходы, руб.
Сзп=Сп+Сд+Сур+Ссоц,
(5.54)
Сп=Т'об×С'ч×kп, (5.55)
Где Т'об
- трудоёмкость обкатки и регулировки сеялки
на стенде, чел.-ч.
(раздел 4);
С'ч
- часовая ставка тракториста-машиниста, руб./ч.;
kп - коэффициент удорожания, kп=6,8.
Сп=2,93×0,73×6,8=14,54 руб.
Сд=0,1Сп=1,45
руб.
Сур=0,15(14,54+1,45)=2,40
руб.
Ссоц=0,316(14,54+1,45+2,40)=5,81
руб.
Сзп=14,54+1,45+2,40+5,81=24,20
руб.
Стоимость
общепроизводственных расходов находим по формуле [23]:
Сопр=RопСп/100. (5.56)
Сопр=200×14,54/100=29,08 руб.
Стоимость топлива,
расходуемое трактором МТЗ-80 при установке сеялки на стенд находится по формуле
[23]:
См=tТ×Ту×Сд.т, (5.57)
где tТ - часовой расход топлива при транспортировке сеялки
на стенд, tТ=6,7 литр/ч.;
Ту - время
установки сеялки на стенд, ч.;
Сд.т -
стоимость дизельного топлива, руб.
См=6,7×0,4×1,2=3,2 руб.
Стоимость электроэнергии,
расходуемая при обкатке сеялки на стенде находим по формуле:
Сэ=Тэд×Сэ', (5.58)
где Тэд. -
энергия, расходуемая электродвигателем за 20 мин работы, квт;
Сэ'
- стоимость электроэнергии, руб./квт.
Сэ=5,5×0,33×0,1=1,81.
С2=24,20+1,81+3,2+29,08=58,29
руб.
Расчёт годовой экономии:
Эг=(С1-С2)
×N, (5.59)
где С1 -
эксплуатационные затраты по базовому варианту, руб.;
С2 -
эксплуатационные затраты по проектному варианту, руб.;
N - число машин, прошедших обкатку,
шт.
Эг=(124,22-58,29)
×24=1582,32
руб.
Производительность труда
по базовому варианту находим по формуле:
П1=Тсм/Тоб,
(5,60)
где Тсм -
время смены, ч;
Тоб -
трудоёмкость обкатки и регулировки сеялки в полевых
условиях, чел. - ч.
П1=8/3,15=2,54
шт./см.
Производительность труда
по проектному варианту находим по формуле:
П1=8/2,93=2,73
шт./см.
Срок окупаемости
конструкции:
Ог=к/Эг,
(5,61)
где к - капитальные
вложения в проектную конструкцию, руб.;
Эг - годовая
экономия, руб.
Ог=1014,51/1582,32=0,64г.
6. БЕЗОПАСНОСТЬ
ЖИЗНЕДЕЯТЕЛЬНОСТИ НА ПРОИЗВОДСТВЕ
Охрана здоровья
трудящихся, обеспечение безопасных условий труда, ликвидация профессиональных
заболеваний и профессионального травматизма составляет одну из главных забот
государства. Забота государства об улучшении условий работ и безопасности
жизнедеятельности проявляется в разработке специальных законодательных актов по
безопасности жизнедеятельности и созданию на их основе чётко функционирующей
службы безопасности жизнедеятельности на всех предприятиях.
В программе правительства
поставлены следующие задачи: уменьшение роли ручного труда, обеспечение здоровых
санитарно-гигиенических условий и внедрение новой современной техники
безопасности, устраняющей производственный травматизм и профессиональные
заболевания. Предусматривается подъём материального и культурного уровня жизни
трудящихся, укрепление трудовой дисциплины, эффективности интенсификации труда.
6.1 Организация работы по
созданию здоровых и безопасных условий труда
Безопасность
жизнедеятельности на производстве должна быть организована так, чтобы
несчастные случаи носили бы предупредительно - профилактический характер.
Ответственность за состояние безопасности жизнедеятельности возлагается на
руководителя хозяйства. Правлением товарищества назначается инженер по безопасности
жизнедеятельности и пожарной безопасности. В ремонтной мастерской ответственность
за технику безопасности и пожарную безопасность возложена на заведующего
мастерской. Для предотвращения несчастных случаев в хозяйстве ведётся обучение
безопасным приёмам труда, которые начинаются с вводного инструктажа при
поступлении на работу. В начале каждого года проводятся все виды инструктажей.
В случае изменения вида работ и при несчастном случае проводится внеплановый
инструктаж. Всё это фиксируется в журнале регистрации инструкций.
В хозяйстве выделено
помещение для кабинета безопасности жизнедеятельности, которое снабжено
необходимыми техническими средствами и пропагандой.
Расследование несчастных
случаев проводится своевременно с участием представителей администрации, членов
профсоюза, руководителя бригады и инженера по безопасности жизнедеятельности.
Учёт несчастных случаев ведётся в журнале несчастных случаев. Результаты
расследования доводятся до рабочих.
Между администрацией и
профсоюзом составляется соглашение по безопасности жизнедеятельности. Контроль
за выполнением соглашений осуществляется должностными лицами, общественными
инспекторами.
Для сезонных видов работ
составляется отдельный план работы безопасности жизнедеятельности, здесь
отдельными пунктами описывается безопасность жизнедеятельности женщин и
подростков, где сказано о запрещении женского и подросткового труда на тяжёлых
работах с вредными условиями труда. К особо опасным видам работ допускаются
лица не моложе 17 лет, прошедшие медицинский осмотр, производственное обучение
с проверкой знаний квалифицированной комиссией и получения удостоверения, а
также прошедшие инструктаж.
6.2 Анализ условий труда,
производственного травматизма
Для того, чтобы правильно
проводить работу по безопасности жизнедеятельности, предотвратить несчастные
случаи на производстве, проводится анализ всех несчастных случаев в хозяйстве.
Данные анализа изучаются и на их основе разрабатываются мероприятия по
улучшению условий безопасности жизнедеятельности.
Анализ состояния
безопасности жизнедеятельности в колхозе "Мир" проводится на
основании данных табл. 6.1.
Анализируя таблицу 6.1
видно, что за все прошедшие годы нет ни одного случая со смертельным исходом.
Так же мы видим, что произошло снижение числа пострадавших с утратой
трудоспособности на один рабочий день и более, благодаря увеличению средств на
охрану труда и полное их расходование. Показатели тяжести, частоты и потерь за
последние годы уменьшились. Это связано с тем, что в хозяйстве стали больше
уделять внимание охране труда и повысилась трудовая дисциплина работников.
Таблица 6.1 Динамика
производственного травматизма
|
|
|
Годы |
|
| Показатели |
1995 |
1996 |
1997 |
| 1 |
2 |
3 |
4 |
|
1. Среднее
число работников, чел
2. Число
пострадавших с утратой трудоспособности на 1 рабочий день и более, чел
3. Число
пострадавших со смертельным исходом, чел
4. Число человеко-дней
нетрудоспособности у пострадавших.
5. Показатель
частоты
6. Показатель
тяжести
7. Показатель
потерь
8.
Запланировано средств на охрану труда всего, млн. руб.
9.
Израсходовано средств, млн. руб.
|
286
5
-
154
17,5
30,8
539
6,2
6,2
|
286
1
-
51
3,5
51
178,5
13,9
13,9
|
287
2
-
75
7,0
37,5
262,5
15,5
15,5
|
Распределение несчастных
случаев по отраслям производства приведено в табл. 6.2.
Таблица 6.2 Распределение
несчастных случаев по отраслям производства
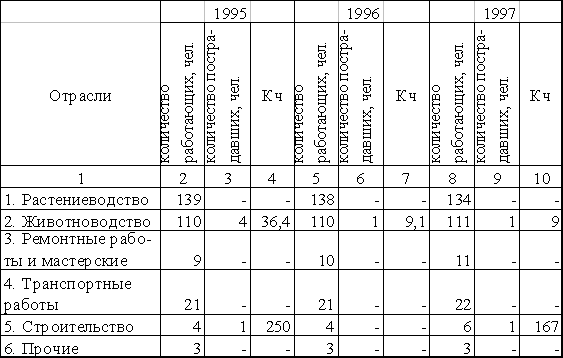
Из анализа таблицы 6.2
видно, что плохо обстоят дела в таких отраслях, как животноводство и
строительство. Это связано с применением в этих отраслях несовершенных
механизмов, недостаточной организации труда. Так же причинами несчастных
случаев и получения травм является несоблюдение техники безопасности,
конструктивные недостатки машин, неисправность машин и оборудования, нарушение
технологического процесса, отсутствие или недостаточная механизация тяжёлых и
опасных работ. Причинами травматизма является то, что нет необходимых
механизмов для погрузочно-разгрузочных работ, а также пренебрежение правилами
техниками безопасности.
Для снижения травматизма
необходимо проводить правильный профессиональный отбор рабочих и систематически
формировать нормы и правила осторожного поведения рабочих. За халатное
отношение к правилам техники безопасности подвергать рабочих общественному
осуждению.
6.2.1 Мероприятия по
улучшению состояния охраны труда
Для улучшения состояния
охраны труда, снижения количества несчастных случаев в хозяйстве следует
проводить следующие мероприятия:
· руководителям производственных
участков регулярно проводить проверку знаний работников по технике
безопасности;
· не нарушать требования
технологического процесса;
· обеспечить работников средствами
индивидуальной защиты;
· не допускать использования рабочих на
работах не по специальности;
· механизировать тяжёлые и опасные
работы;
· усилить контроль за исправностью
машин и оборудования, не допускать к работе на неисправных машинах и
оборудовании;
· качественно и своевременно проводить
инструкции по охране труда;
· оборудовать уголки и кабинеты охраны
труда наглядной агитацией и соответствующей документацией, снабдить рабочие
места плакатами по технике безопасности, соответствующих данному виду работ;
· поощрять лица за дисциплинированность
и привлекать к ответственности нарушителей правил инструктажей и норм по охране
труда;
· обеспечить оптимальный микроклимат на
рабочих местах.
6.3 Инструкция по охране
труда при эксплуатации стенда для обкатки и регулировки сеялки
Настоящая инструкция
распространяется на рабочих, занятых на обкатке и регулировке сеялок на стенде.
Инструкция устанавливает основные требования охраны труда при работе на стенде
для обкатки и регулировки сеялок. Настоящая инструкция обязательна для
исполнения в колхозе "Мир" Дебёсского района.
6.3.1 Общие требования
безопасности
К работе на стенде
допускаются специально подготовленные лица, достигшие 18-го возраста, обученные
для работы на стенде. Обкатка и регулировка сеялок должна производиться в
строго определённом порядке. Во время работы стенды запрещается присутствие
посторонних лиц возле него.
Наибольшую опасность
представляют вращающиеся части стенда и электрический ток. О случаях
травматизма и возникновения аварийной ситуации, которая может привести к
несчастному случаю следует немедленно сообщить инженеру по сельскохозяйственным
машинам. Пострадавшему необходимо оказать первую медицинскую помощь.
За невыполнение
требований настоящей инструкции, работающий несёт ответственность в
дисциплинарном порядке. Если несоблюдение инструкции привело к аварии и
человеческим жертвам, он привлекается к уголовной ответственности.
6.3.2 Требования
безопасности труда перед началом работы
Проверить состояние
вентиляции и освещение рабочего места.
Проверить наружным
осмотром исправность стенда, наличие ограждений, отсутствие посторонних
предметов на стенде и вокруг него. Проверить наличие заземления стенда и
состояние электроизоляции.
Проверить наличие и
комплектность средств индивидуальной защиты, медицинской аптечки, средств
пожаротушения.
Работу на стенде
проводить в спецодежде, с наглухо застёгнутыми рукавами. Не допускать свисания
концов одежды.
Подготовить необходимый
инструмент и разложить его на рабочем месте.
6.3.3 Требования
безопасности труда во время работы
Сеялку на стенд
устанавливать при движении трактора задним ходом через неприводные опорные
катки при неработающем электродвигателе. Запрещено находиться посторонним
лицам, во время установки сеялки на стенд, вне поля зрения тракториста. Перед
включением стенда зафиксировать сеялку от самопроизвольного движения, отключить
кулачковую муфту.
Во время работы
запрещается:
· заниматься посторонними делами;
· работать без ограждения вращающихся
частей;
· производить очистку и регулировку
привода при работающем электродвигателе;
· Находиться посторонним лицам вблизи
стенда при его работе;
· одновременное включение кулачковых
муфт;
· регулировать частоту вращения колеса
сеялки при работающем электродвигателе;
· снятие сеялки со стенда при
работающем электродвигателе.
В случае возникновения
аварийной ситуации, которая может привести к травме, несчастному случаю,
следует немедленно отключить стенд и сообщить об этом инженеру по
сельскохозяйственным машинам или заведующему мастерской.
6.3.4 Требования
безопасности работы по её окончании
Выключить
электродвигатель, отогнать со стенда отрегулированную сеялку.
Привести в порядок
рабочее место, убрать инструмент и приспособления в шкафы.
О всех неисправностях,
которые были обнаружены во время обкатки и регулировки сеялки, сообщить
заведующему мастерской, а по возможности устранить неполадки.
Рабочую одежду снять и
повесить в установленное место.
Принять душ или тщательно
вымыть руки и лицо тёплой водой с мылом.
6.4 Пожарная безопасность
Противопожарное состояние
мастерской обеспечивается и контролируется заведующим мастерской, который несёт
за это персональную ответственность. Для проведения противопожарной работы и
оказания первой медицинской помощи пострадавшим на пожаре должна быть
организованна добровольная пожарная дружина.
На каждом участке
машинно-тракторного парка иметь противопожарное оборудование, соответствующее
действующим нормам и правилам пожарной безопасности.
На территории парка иметь
ёмкость с водой и ящики с песком.
Пожарные щиты
устанавливать в допустимых местах.
На участках парка и на
всей территории запрещается загромождать проходы и подъезды пути, ведущие к
пожарным щитам и колодцам.
В помещении должны предусматриваться
пожарные выходы, а двери должны открываться наружу.
Запрещается разливать
топливо - смазочные материалы и отработанные масла на территории парка и внутри
помещения.
Основные мероприятия по
предотвращению пожара:
· не применять открытого огня в ЦРМ и
вблизи неё;
· зажигать спички, курить только в
специально отведённых местах;
· не проводить, в любом случае,
сварочных работ в необорудованном для этого участках мастерской;
· в качестве дополнительного источника
освещения применять специальные переносные лампы и фонари;
· ветошь хранить в специальных закрытых
железных ящиках;
· помещение обеспечить хорошей
вентиляцией.
7. ОХРАНА ПРИРОДЫ
Охрана природы - есть
научно обоснованная система мероприятий, направленных на охрану, рациональное
использование и воспроизводство природных ресурсов и улучшения окружающей
человека среды в интересах настоящего и будущего поколения.
Особая роль в охране
природы отводиться работникам сельскохозяйственного производства. Своевременное
и чёткое действие механизма охраны природной среды зависит от работников
сельского хозяйства и прежде всего от специалистов.
Рассматривая центральную
ремонтную мастерскую в отношении охраны природы, можно отметить, что
источниками загрязнения могут быть продукты сгорания нефтепродуктов и сами
нефтепродукты.
Для предотвращения
загрязнения окружающей среды следует провести следующие мероприятия:
· озеленить территорию вокруг
мастерской;
· отработанные масла собирать в
специальные ёмкости;
· устранять и не допускать утечки
топлива и масел при хранении и эксплуатации техники;
· собирать и сдавать металлический лом.
8. ЭКОНОМИЧЕСКАЯ ОЦЕНКА
ПРОЕКТА
Стоимость основных
производственных фондов ремонтного предприятия рассчитывается по формуле [7]:
Со=Сзд+Соб+Спи,
(8.1)
где Сзд и Соб
- соответственно стоимость производственного здания и установленного
оборудования, руб.;
Спи -
стоимость приборов, приспособлений, инструмента, штучная (оптовая) цена которых
превышает 100 руб. и без ограничения срока службы, руб.
Стоимость производственного
здания [7]:
Сзд=Сзд'
× Fn×kn, (8.2)
где Сзд'
- средняя стоимость строительно-монтажных работ, отнесённая к 1 м2
производственной площади ремонтного предприятия (табл. 54 [7]), руб/м2;
Fn - производственная площадь, м2;
кn- коэффициент удорожания, кn=13,4.
Сзд=110×1440×13,4=2122560 руб.
Стоимость установленного
оборудования, приборов, приспособлений, инструмента и инвентаря находим по
формуле [7]:
Соб=Соб'×Fn×kn, (8.3)
Сnu=Сnu'×Fn×kn, (8.4)
где Соб' ,
Спи' - удельные стоимости оборудования и приборов,
приспособлений, инструмента на 1 м2 (табл. 54 [7]), руб./м2.
Соб=22,5×1440×9,6=311040 руб.
Спи=7,5×1440×10,2=110160 руб.
Со=2122560+311040+110160=2543760
руб.
Цеховая себестоимость
ремонтного изделия [7]:
Сц=Спр.н+Сзч+Срм+Сопр
(8.5)
где Спр.н-
полная заработная плата (с начислениями) производственных
рабочих, руб.;
Сзч и Срм
- нормативные (фактические) затраты на запасные части и ремонтные материалы
(табл. 56 [7]), руб.; Сзч=(Спр.н/20)×40; Срм=(Спр.н×3)/20
Сопр -
стоимость общепроизводственных накладных расходов, руб.
Полная заработная плата
производственных рабочих находится по формуле [7]:
Спр.н=Спр+Сдоп+Сур+Ссоц,
где Спр -
основная заработная плата производственных рабочих, руб.;
Сдоп -
дополнительная заработная плата рабочих, руб.;
Сур - доплата,
учитывающая уральский коэффициент, руб.;
Ссоц -
отчисления на социальное страхование, руб.
Значение Спр
определяем по формуле [7]:
Спр=0,01tизд×Сч×кt×кn, (8.6)
где tизг - нормативная трудоёмкость ремонта
изделия, численно равная значению нормы времени на выполнение всего объёма
работ по ремонту изделия, чел.-ч. (для текущего ремонта трактора МТЗ-80 tизд=160 чел.-ч.);
Сч - часовая
ставка рабочих, исчисляемая по среднему IV разряду(табл. 57 [7]), коп./ч;
кt - коэффициент, учитывающий доплату
за сверхурочные и другие работы, равный 1,025...1,03;
кп -
коэффициент повышения зарплаты, кп=6,8.
Спр=0,01×160×73×1,03×6,8=818,07 руб.
Сдоп=0,1Спр=81,81
руб.
Сур=0,15(818,07+81,81)=134,98
руб.
Ссоц=0,316(818,07+81,81+134,98)=327,02
руб.
Спр.н=818,07+81,81+134,98+327,02=1361,88
руб.
Стоимость
общепроизводственных накладных расходов рассчитывается по формуле [7]:
Соп = Rоп×Спр/100, (8.7)
где Rоп - процент, общепроизводственных
накладных расходов, Rоп=200.
Соп=200×818,07/100=1636,14 руб.
Цеховая себестоимость
равна:
Сц=1361,88+2722+204,15+1636,14=5924,17
руб.
Валовая продукция ЦРМ
рассчитывается по формуле [7] :
Вп=Nпр×Сц, (8.8)
где Nпр - производственная программа в
приведённых единицах, шт.
Nпр=Тоб/Тп,(8.9)
Где
Тоб - общая
трудоёмкость работ предприятия, чел.-ч. [прилож.1];
Тп -
трудоёмкость текущего ремонта трактора МТЗ-80, равная 160 чел.-ч.
Nпр=25433/160=159 усл. рем.
Вп=159×5924,17=941943,03 руб.
Плановая прибыль
предприятия определяется по формуле [7]:
Пб=(Сцо-Сц)
×Nпр , (8.10)
где Сцо -
цеховая отпускная цена, руб.
Сцо=0,7×Сцо'×кп,(8.11)
где Сцо'-
отпускная цена на капитальный ремонт трактора МТЗ-80 [7], руб.;
к - коэффициент
удорожания, кп=10,2.
Сцо=0,7×1020×10,2=7282,8 руб.
Пб=(7282,8-5924,17)
×159=215962,73 руб.
Ожидаемые удельные
показатели (технико-экономические) ремонтной мастерской [7].
Использование площадей
[7]:
кр=Вп/Fn,(8.12)
кр=941943,03/1440=654,13
руб./м2
Фондоотдача:
кф=Вп/Со,(8.13)
кф=941943,03/2543760=0,37
руб./руб.
Производительность труда,
руб./чел.
П=Вп/Р,(8.14)
где Р- штат ремонтной
мастерской, чел.
П=941943,03/14=67281,64
руб./чел.
Рентабельность [7]:
Ур=(Сцо-Сц
)/Сц×100%,(8.15)
Ур=(7282,8-5924,17)/5924,17×100%=23%.
ЗАКЛЮЧЕНИЕ
1. Анализ производственной деятельности
в колхозе "Мир" Дебёсского района показывает, что организация
технологии и качество ремонта не удовлетворяют требованиям современного
ремонта, что является одной из основных причин высокой себестоимости
ремонтно-обслуживающих работ.
2. В данном проекте спроектирована
центральная ремонтная мастерская, оборудованная новейшим оборудованием и
оснасткой, которая по многим показателям даёт хороший результат. Ремонтная
мастерская стала рентабельной, уменьшилась себестоимость ремонта, увеличилась
производительность труда.
3. Разработанный стенд для обкатки
сеялок позволяет обкатать и отрегулировать сеялку на заданную норму высева в
стационарных условиях, что существенно сказывается в дальнейшем на качество
посевов. Стенд так же можно использовать для обкатки ходовой части колёсных
тракторов и автомобилей.
4. В разделе "Безопасность
жизнедеятельности на производстве" сделан анализ несчастных случаев,
произошедших за последние три года, намечены мероприятия по улучшению состояния
охраны труда, снижению травматизма.
5. Предусмотрены мероприятия по охране
окружающей среды.
6. ЛИТЕРАТУРА
1.
Комплексная
система технического обслуживания и ремонта машин в сельском хозяйстве. -
М.:ГОСНИТИ, 1985.
2.
Бабусенко С.М.,
Степанов В.П. - Современные способы ремонта машин. - М.: Колос, 1982.
3.
Проблемы
технического сервиса в АПК России /В.И. Черноиванов. - Техника в сельском
хозяйстве, 1993.
4.
О кризисе
производства в сельскохозяйственном машиностроении/А.Я. Лапшин. - Техника в
сельском хозяйстве. 1994.
5.
Проблемы
капитального ремонта техники в условиях рыночной экономики /М.У. Тушгаев. -
Механизация и электрификация сельского хозяйства, 1994.
6.
Ремонтные
мастерские совхозов и колхозов / Д.Р. Гуревич; Цырин А.А. - Л.: Агропромиздат,
1988.
7.
Курсовое и
дипломное проектирование по ремонту машин / И.С. Серый, А.П. Смелов, В.Е.
Черкун. - 4-е изд., перераб. и доп. - М.: Агропромиздат, 1991. - 184с.
8.
Распределение
работ по уровням ремонтной базы / А.А. Хохлов. - Техника в сельском хозяйстве.,
1994.
9.
Расчёты деталей
машин / И.М. Кузьмин, Б.С. Чернин, А.П. Сиозинцев. - Справочное пособие. - М.:
Высшая школа, 1986.
10.Рекомендации по организации технического обслуживания
машинно-тракторного парка в колхозах и совхозах. - М.: ГОСНИТИ 1985.
11.Техническое нормирование ремонтных работ в сельском
хозяйстве / В.А. Матвеев, И.И. Пустовалов. - М.:Колос, 1979
12.Сопротивление материалов / В.Г. Катетов. -
Издательство Ростовского университета, 1987.
13.Сопротивление материалов. Методические указания и
контрольные работы с примерами решения типовых задач / П.Г. Королёв. - Киев.:
"Урожай", 1985.
14.Таблица для подсчёта массы деталей и материалов / П.М.
Поливанов, Е.П. Поливанова. - М.: Машиностроение, 1987.
15.Примерные нормы расхода топливно-энергетических
ресурсов для сельскохозяйственного производства.
16.Сопротивление материалов / Кочетов В.Г. - Издательство
Ростовского университета, 1989.
17.Пособие по решению задач по сопротивлению материалов /
Ц.Н. Миронов и др. - М. :"Высшая школа", 1985.
18.Прейскурант № 26-03-21-01. Основные цены на
капитальный ремонт тракторов, комбайнов, сельскохозяйственных машин и
агрегатов. - М. 1989.
19.Методические указания по гражданской обороне к
выполнению дипломного проекта. - Ижевск, 1991.
20.Взаимозаменяемость, стандартизация и технические
измерения / И.С.Серый. - М.: Агропромиздат 1987.
21.Взаимозаменяемость, стандартизация и технические
измерения / А.А. Черниговцев. - М. 1985.
22.Машиностроительное черчение / Г.Н. Попова, С.Ю.
Алексеев. - Л.: Машиностроение, 1986.
23.Методические указания по сбору исходных данных материалов
и написанию экономических разделов дипломного проекта.
24.Использование сельскохозяйственной техники / М.В.
Кузьмин. - М.: Россельхозиздат, 1983.
25.Охрана труда / А.В. Луковников, В.С. Шкрабак. - М.:
Агропромиздат, 1988.