Дипломная работа: Технический проект посолочного агрегата Я2-ФРЛ
Минсельхозпрод
Республики Беларусь
УО «Пинский
государственный аграрный технологический колледж»
Специализация
2–36 09 01 32
«Техническое
обслуживание и ремонт оборудования мясной промышленности»
ДИПЛОМНЫЙ
ПРОЕКТ
Тема:
«Технический проект посолочного агрегата Я2-ФРЛ»
ДП.200311049.360901.09.ТП
Разработала: М.Н. Андреева
Руководитель: А.Н. Татарчук
Консультант по экономической части: Ю.А.
Конончук
Н.контролер: А.А. Селюжицкий
г. Пинск
2009
Содержание
Введение
1. Характеристика предприятия
2. Основные технологические схемы
производства
3. Литературный обзор существующих
конструкций технологического оборудования
4. Описание строительных конструкций
и санитарно-технических устройств
5. Техника безопасности в цеху
6. Охрана окружающей среды
7. Назначение и техническая
характеристика
8. Устройство и принцип работы
9. Инструкция по эксплуатации
9.1 Общие сведения об эксплуатации
10. Расчетная часть
10.1 Технологический расчет
10.2 Кинематический расчет
10.3 Прочностной расчет
11. Составление графика ППР
11.1 Расчет трудоемкости работ и
числа обслуживающего персонала
12. Электротехническая часть
12.1 Расчет сечения проводов, плавких
вставок и подбор магнитных пускателей
13. Монтаж машины
13.1 Общие сведения о монтаже
13.2 Расчет фундамента
13.3 Технологическая схема монтажа
машины
14. Техника безопасности при
эксплуатации машины
15. Экономическая часть
15.1 Расчет капитальных и текущих
затрат при внедрении нового оборудования
15.2 Расчет срока окупаемости и
коэффициента использования капитальных затрат
15.3 Расчет экономического эффекта от
внедрения более экономичной марки оборудования
Литература
Введение
Мясомолочная промышленность играет весьма существенную роль в решении
продовольственной проблемы, характеристика молочной промышленности:
функционирует 25 мясокомбинатов, 1 мясоперерабатывающий завод и 125
мясоперерабатывающих предприятий, численность работающих около 40 тыс. человек,
производственные мощности в среднем на одно предприятие по переработке сырья 70
(от 10 до 60), управление предприятиями осуществляется областными
производственными объединениями. В Брестской области концернами и
облсельхозпродами, имеющиеся производственными мощностями мясокомбинатов
загружены в среднем на треть, молочных заводов – на половину, технический и
технологический уровень предприятий не позволяет обеспечить комплексную и
эффективную переработку сырьевых (особенно вторичных) ресурсов, лишь 15–20 %
установленного оборудования способно производить конкурентную продукцию.
В силу сложившихся
естественных условий и традиций специализация агропромышленного комплекса (АПК)
в республике стратегически определилась как мясомолочная. Обладая устойчивым и
богатым потенциалом растительной кормовой биомассы на естественных угодьях и
пашне, можно производить качественную и дешевую животноводческую продукцию.
Именно поэтому успехами в животноводстве во многом определяется
результативностью работы АПК в целом. Продукция АПК формируется примерно две
трети среды социального потребления, а значит, фактически определяет уровень
материального благосостояния нации, ее физическое и нравственное здоровье.
Если плохо идут дела на
селе – не может быть и речи о стабильной, экономической, политической и
социальной обстановке в обществе, не может быть его устойчивого развития. От
положения дел в АПК зависит не только внутренняя стабильность республики, не
только ее экспортный потенциал, но и ее политический вес в мире.
Эффективность работы
предприятий мясомолочной промышленности зависит в основном от количества и
качества поступающего на переработку скота и молока. В структуре поставщиков
этих видов сырья около 80 % составляют сельскохозяйственные предприятия и около
20 % приходится на долю личных подсобных хозяйств граждан.
Задачи перерабатывающих
предприятий – построить экономические взаимоотношения таким образом, чтобы они
были заинтересованы в продаже сырья только предприятиями мясомолочной
промышленности (отказаться от переработки в мини-цехах и от посредников) в
постоянном улучшении качества сырья, в повышении товарности скота и молока
(уменьшение расхода на внутрихозяйственные нужды за счет использования
заменителей), в сокращении расхода обезжиренного молока на корм животным и
использовании этого ценного белкового сырья на пищевые цели.
В последние годы в
результате редкого снижения объемов производства животноводческого сырья, а
также поставок его на промышленную переработку, образовались избыточные
производственные мощности по переработке скота.
Экспортно-ориентированные
виды продукции: мясо, мясные консервы, высшие сорта колбасных изделий,
кожевенное и эндокринное сырье. Мясная отрасль агропромышленного комплекса
призвана снабжать население высококачественными продуктами питания: колбасными
изделиями, солеными мясными продуктами, Полуфабрикатами, готовыми блюдами
быстрого приготовления, консервами. Для увеличения выпуска мяса и мясных
продуктов ежегодно реконструируют действующие и вводят новые
мясоперерабатывающие предприятия. Постоянно происходит техническое
перевооружение и оснащение предприятий мясной промышленности современным
технологическим оборудованием, новейшей техникой, комплексной механизацией и
автоматизацией производства, все более широко используется вычислительная
техника. Производится большая работа по повышению качества, увеличению и
обогащению ассортимента мясного производства.
Необходимо подбирать
такой ассортимент и состав мясных продуктов, который бы соответствовал
имеющимся потребностям профессиональным взрослым групп населения.
Задачей первостепенной
важности является повышение качества мяса и мясопродуктов, что зависит как от
сельскохозяйственной, так и от перерабатывающей отрасли. На предприятиях мясной
промышленности необходимо строгое соблюдение технологических регламентов,
особенно на ключевых этапах разделки туш, холодильной обработки, изготовление
колбасных и кулинарных изделий. Особенное внимание следует уделить процессам
созревания, фаршеприготовления и термообработки.
Учитывая наметившуюся
тенденцию на увеличения спроса на продукцию мясожировых цехов, необходимо расширение
и реконструкция именно этих цехов.
Однако, в связи с
экономическими и финансовыми трудностями, которые испытывает в настоящее время
сельское хозяйство республики усугубляется производства мяса и мясных продуктов
и характеризуется низким уровнем производства и весомыми затратами в результате
снижения контроля государством.
Значительным резервом
повышения эффективности отрасли и качества продукции, уменьшения доли
непроизводственных затрат является переспециализация хозяйств, повышения уровня
концентрации поголовья в отдельных, наиболее сильных сельскохозяйственных
районах.
Таким образом, развитие
мясоперерабатывающей отрасли является важнейшей задачей государства, т.к.
именно оно обеспечивает население продуктами питания, необходимыми для
нормального функционирования и развития организма.
1. Характеристика
предприятия
ОАО «Пинский
мясокомбинат» было создано в 1954 году и на протяжении всей своей истории
постоянно наращивало объемы производства.
В 1995 году построен
новый мясожировой корпус, что позволило увеличить проектную мощность по
производству мяса до 60 т/см (до строительства нового МЖК мощность цеха
составляла 15 т/см), установить современное высокопроизводительное оборудование
по первичной переработке скота, повысить качество продукции, улучшить условия
труда, промышленную санитарию.
За счет собственных
средств, на базе имеющихся площадей построен и оснащен современным
высокопроизводительным оборудованием цех по производству продуктов из свинины
копчено-запеченных и копчено-вареных, что позволило увеличить выпуск продукции
в семь раз, улучшить качество выпускаемой продукции.
Для улучшения качества
выпускаемой продукции постоянно проводится замена морально устаревшего
оборудования на современное высокопроизводительное.
Так, для улучшения
качества выпускаемой продукции, обеспечения санитарных правил и норм при
производстве колбасных изделий и копченостей, установлены термокамеры с автоматическим
режимом процесса термообработки продукции.
ОАО «Пинский
мясокомбинат» состоит из производства, расположенного в западной части г. Пинска,
3-х фирменных магазинов в г. Пинске и 1-го фирменного магазина в г. Столине,
столовой на 50 посадочных мест.
Мощности предприятия
составляют 60т. мяса в смену, 5,5т. колбасных изделий в смену, 2т. продуктов из
свинины и говядины. Фактически вырабатывается колбасных изделий – до 20т. в
сутки, продуктов из свинины и говядины до 2т.
Территория мясокомбината
занимает площадь 10,77 га.
Основной вид деятельности
предприятия: производство мяса и продуктов убоя скота, мясной продукции
(колбасных изделий, мясных полуфабрикатов).
Главной целью и задачей
перспективного и стратегического развития в условиях сохранения поголовья скота
является обеспечение увеличения объема производства на 15% за счет углубленной
переработки сырья, максимального использования заменителей мяса, путем
импорта-замещения перейти на использование сырья растительного происхождения
отечественного производства, довести удельный вес новой продукции не менее 50%
в общем объеме производства, выйти на республиканский уровень выпуска товарной
продукции с 1 т сырья. продолжить курс на техническое обновление производства
направленного на увеличение объема и повышение качества продукции, улучшение и
облегчение условий труда, повышение производительности, увеличение рентабельности
производства и на этой основе повышения благосостояния всех работников
предприятия.
ОАО «Пинский мясокомбинат»
производит:
-
продукты питания
– мясо и субпродукты, колбасные изделия, в том числе колбасы вареные, сосиски и
сардельки, колбасы варено-копченые салями, полукопченые, сырокопченые, ливерные
и кровяные, зельцы, продукты из свинины и говядины (копчено-вареные,
копчено-запеченые, сырокопченые, вареные прессованные), полуфабрикаты из
рубленного и натурального мяса, пельмени, равиоли, вареники, сырые колбасы,
купаты, жиры топленые пищевые:
-
сырье для
кожевенной промышленности – шкуры консервированные;
-
сырье для
производства мед. препаратов – альбумин пищевой и черный, эндокринно-ферментное
сырье и специальное сырье;
-
сырье для
производства колбасных изделий – кишки консервированные.
Продукция, выпускаемая и
реализуемая предприятием соответствует действующим в РБ стандартам на продукцию
мясной промышленности:
-
республиканские
(ОСТ);
-
технические
условия (ТУ);
-
государственные
(ГОСТ).
Сертифицированы следующие
виды продукции: мясо-говядина и свинина, жиры топленые пищевые, блоки из
жилованного мяса и субпродуктов замороженные, субпродукты 1 категории, полуфабрикат
– вырезка говяжья, колбаса сырокопченая.
Лабораторный,
технологический и ветеринарный контроль обеспечивают качество продукции и
гарантируют соответствующие питательные свойства выпускаемых изделий.
Важнейшим фактором,
определяющим конкурентоспособность выпускаемой продукции, является ее качество.
Условия конкурентной борьбы на внутреннем и внешнем рынках становится все более
жестким.
Рост требований
потребителей обязывает производителей обеспечивать не только
конкурентоспособную стоимость, но и соответствующий уровень качества продукции.
В производственной деятельности ОАО «Пинский мясокомбинат» на
первое место ставится потребитель, его нужды, пожелания, потребности, и
продукция рассматривается с точки зрения ее полезности и безопасности.
В 2001 году продукция ОАО «Пинский мясокомбинат» награждена
Дипломом победителя конкурса «Лучшая продукция года – 2001. Продукты питания» в
номинации Продукты из свинины и говядины: балык «Пинский» с/к, грудинка
«Вясковая» соленая; в номинации колбасные изделия: «Докторская особая» вар.
в/с, «Русская» вар. в/с, салями «Бородинская» в/к в/с, салями «Панская» в/к
б/с.
В 2002 году на предприятии внедрена и сертифицирована система
качества на базе международных стандартов серии ИСО 9000 версии 1994 года.
Предприятию в июле 2002 года Республиканским органом по
стандартизации, метрологии и сертификации Республики Беларусь выдан сертификат
соответствия.
В 2002 году ОАО «Пинский мясокомбинат» стал лауреатом Премии
Правительства Республики Беларусь в области качества 2002 года за внедрение
высокоэффективных методов управления качеством и обеспечение на этой основе
выпуска конкурентоспособной продукции.
По результатам конкурса «Лучшие товары Республики Беларусь»
предприятие в 2003 году стало победителем конкурса по трем наименованиям
продукции: ветчина Сочная к/в, ветчина Рождественская с/к, колбаса Охотничья по
царски п/к.
Предприятие награждено
Дипломом за активное участие в 13-ой международной специализированной выставке
«Белагро–2003».
В ноябре 2003 года была
проведена сертификация системы качества, в результате которой на предприятии
была успешно внедрена система менеджмента качества на соответствие требованиям
СТБ ИСО 9001–2001.
В ноябре 2005 года была
проведена сертификация системы безопасности производства пищевых продуктов на
основе принципов НАССР.
В связи с вышеуказанными
достижениями в области качества ОАО «Пинский мясокомбинат» является
конкурентоспособным предприятием и готово работать с потребителями г. Минска и
поставлять продукцию в больших объемах, чем имеется на сегодняшний день.
В заключение отмечу, что
работа по улучшению качества и конкурентоспособности выпускаемой продукции на
ОАО «Пинский мясокомбинат» не останавливается ни на минуту. И признание
потребителями того, что качество на высоком уровне будет служить для
предприятия самой высокой наградой.
2.
Основные технологические схемы производства
Схема 1. Технологические процессы
производства вареных колбас, сосисок, сарделек и мясных хлебов
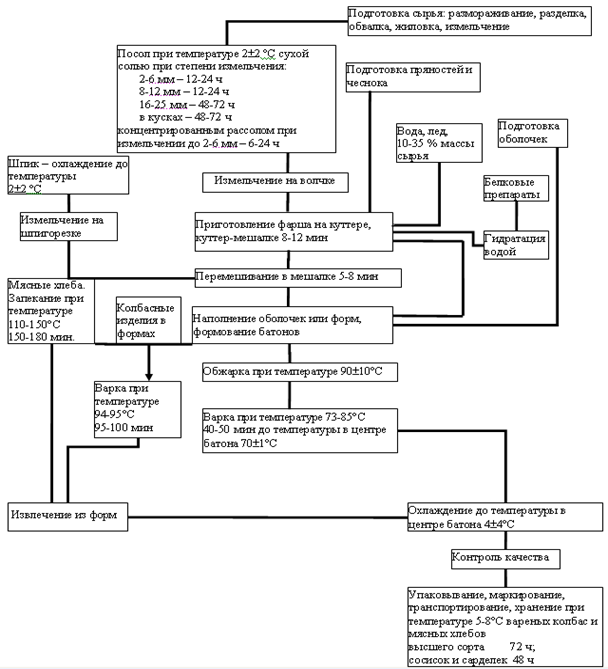
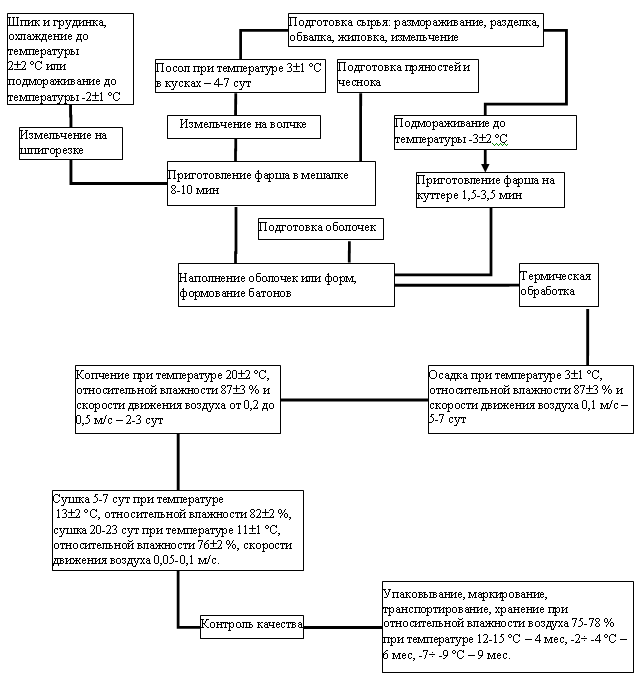
Схема 2. Технологический процесс
производства сырокопченых колбас
3.
Литературный обзор существующих конструкций технологического оборудования
Техническая
характеристика куттера УКН–100:
1. Объем емкости/вместимость, л – 100
2. Производительность, кг/ч – 700
3. Количество ножей, шт. – 6
4. Скорость вращения ножей, об/мин –
1500/3000
5. Скорость вращения чаши, об/мин –
12/24
6. Установленная мощность, кВт – 22
7. Габаритные размеры, мм
Техническая
характеристика агрегата Р3-ФХТ–1
для измельчения и
посола мяса:
1. Производительность, кг/ч – 1200
2. Вместимость, л
-
загрузочного
бункера измельчителя – 250
-
дежи мешалки – 335
3. Частота вращения, с–1
-
рабочего шнека –
4,33
-
перемешивающих
валов – 0,75; 0,83
-
разгрузочного
шнека – 1,66
4. Диаметр ножевых решеток, мм – 160
5. Высота от пола, мм
-
до загрузочного
бункера – 1950
-
до разгрузочного
патрубка – 750
6. Установленная мощность
электродвигателей (с подъемником), кВт – 22,7
7. Габаритные размеры (с подъемником),
мм
-
длина – 3520
-
ширина – 2180
-
высота – 3062
8. Масса (с подъемником), кг – 2200
Техническая
характеристика агрегата Р3-ФХТ
для измельчения и
посола мяса:
1. Производительность, кг/ч – 2000
2. Вместимость, л
-
загрузочного
бункера измельчителя – 250
-
дежи мешалки – 630
3. Частота вращения, с–1
-
рабочего шнека –
3,82
-
перемешивающих
валов – 0,66; 0,80
-
разгрузочного
шнека – 1,66
4. Диаметр ножевых решеток, мм – 200
5. Высота от пола, мм
-
до загрузочного
бункера – 2000
-
до разгрузочного
патрубка – 950
6. Установленная мощность
электродвигателей (с подъемником), кВт – 29,7
7. Габаритные размеры (с подъемником),
мм
-
длина – 3580
-
ширина – 3100
-
высота – 3112
8. Масса (с подъемником), кг – 2800
4.
Описание строительных конструкций и санитарно-технических устройств
Конструкция полов и
материалов покрытия пола зоны обеспечить ровную, нескользкую и удобную для
очистки поверхность, удовлетворяющую санитарно-гигиеническим, эксплуатационным
и эстетическим требованиям.
Полы первого и
подвального этажей промышленных зданий обычно устраивают непосредственно по
грунту, полы перекрытий многоэтажных зданий – по настилам в виде сборных
железнодорожных плит или монолитной плиты перекрытия. В первом случае
основанием является естественный грунт, во втором – настилы-перекрытия.
Мозаичные полы находят
применение для устройства площадок и ступеней в лестницах, лестничных клеток и
конвейерах. В них в качестве крупного заполнителя применяют мелкий щебень из
полирующихся твердых горных пород (мрамора, гранита, базальта). Мозаичные полы
полируют машинами после достижения бетоном необходимой прочности.
Цементно-песчаные полы
находят применение везде, они состоят из цементно-песчаного раствора (марок 100–300)
толщиной 20–30 мм с последующим железнением применяют на мясокомбинатах.
Стены относят к
вертикальным ограждениям промышленных зданий. Они бывают кирпичными и
крупнопанельными.
Крупные наружные стены
обычно имеют три характерных части: нижнюю часть – от верхней грани фундамента
до пола первого этажа – цоколь; среднюю часть в виде кирпичной кладки – от пола
нижнего до потолка верхнего этажа; верхнюю (венчающую) часть – каркас или
парапет. Цоколь – обычно несколько утолщенная часть стены. Его выполняют из прочных,
влагостойких материалов.
Толщину средней части
кирпичных наружных стен промышленных зданий делают в соответствии с
теплотехническим расчетом, но не менее 25 см и не более 51 см.
Венчающей частью стены
является карниз или парапет, выполненный из кирпича и железобетона.
Карниз делают при
наружном, а парапет – при внутреннем отводе атмосферных вод с покрытия. Карниз
располагается ниже покрытия, парапет возвышается под ним.
Перегородки
производственных зданий предназначены для разделения крупных помещений на более
мелкие.
По конструкции
перегородки могут быть сборными из крупных панелей заводского изготовления и
возводимыми на месте из мелких элементов, или монолитными.
Предпочтительнее
каркасные перегородки из легких материалов сборно-разборного типа, к ним относятся
сборно-разборные перегородки из железобетонных панелей с железобетонным
каркасом и из витринного неполированного стекла толщиной 6–8 мм или полимерных
материалов с каркасом из прессованного алюминиевого профиля, а также из
стеклоблоков и стеклопрофилита.
Для транспортировки воды
от источников и объекту водоснабжения служат водоводы. Они представляют собой
два трубопровода, расположенных параллельно друг к другу. Поступление воды к
стенам водозабора внутри здания осуществляется по внутреннему водопроводу.
По конфигурации в плане
наружные водопроводные сети подразделяют на кольцевые (замкнутые) и тупиковые
(разветвленные).
Воду перед нагреванием
при необходимости подвергают специальной обработке. Температура горячей воды,
подаваемой на санитарно-бытовые нужды во избежание ожога, не должна превышать
75оС.
В душевые для
производственных рабочих на промышленных предприятиях разрешается подавать воду
45–50 оС.
Температура горячей воды
для технологических процессов определяется производственными требованиями.
Для подогрева воды в
системах горячего водоснабжения применяют экономайзеры, различного рода
водонагреватели, печные утилизаторы, использующие тепло уходящих газов. На
предприятиях мясной и молочной промышленности устанавливают емкостные, скоростные
противоточные и контактные водонагреватели.
Системой канализации
называют комплекс оборудования, сетей и сооружений, предназначенных для
организованного приема и удаления по трубопроводам за пределы территории
промышленного предприятия или населенного пункта загрязненных сточных вод, а
также их очистки обеззараживания перед утилизацией или сбросов в водоем.
На предприятиях мясной и
молочной промышленности в основном оборудуют двумя системами канализации –
общественной или полной раздельной.
5. Техника
безопасности в цеху
1. Знать пожарную
опасность технологических процессов производства, а также материалов,
обрабатываемых и хранимых в эксплуатируемых помещениях, знать действующие
правила и инструкции пожарной безопасности по общему противопожарному режиму, а
также для отдельных пожароопасных производственных операций.
2. Не допускать
проведение временных огнеопасных операций в помещениях и на территории без
разрешения администрации цеха.
3. Следить, чтобы все
двери в помещениях, а также устройствах, перекрывающие люки и другие проемы в
стенах и перекрытиях, приборы вентиляционных установок были в исправном
состоянии и по окончании работы обязательно закрывались.
4. Не допускать
загромождения подъездов и подступов к зданиям цеха, пожарным щитам, а также к
пожарным водоисточникам, расположенных на территории, закрепленной за цехом.
5. Знать устройство,
место размещения и принцип действия первичных средств пожаротушения, уметь
пользоваться ими.
6. Не допускать
использование пожарного инвентаря не по назначению.
7. Знать места
расположения средств пожарной сигнализации, в связи с тем, чтобы уметь или
пользоваться для вызова пожарного расчета.
8. Ежедневно по окончании
смены перед уходом из цеха, тщательно осмотреть закрепленное помещение цеха и
проверить:
а) выключение
электронагревательных приборов, вентиляционных и других электроустановок,
агрегатов, машин, силовой и осветительной электроцепей, за исключением
регулярного освещения;
б) состояние рабочих
шкафов, верстаков, столов, кабин, мусорных ящиков урн с целью удаления из них
горючих и легковоспламеняющихся отходов производства, уроненных горячих окурков
и спичек;
в) прекращение работы
огнедействующих приборов, установок;
г) удаление с рабочих
мест и правильность хранения легковоспламеняющихся и горючих жидкостей,
веществ, кислот;
д) наличие свободных
проходов по помещениям, к запасным выходам, к окнам, средствам пожаротушения,
инвентарю, средствам связи.
9. При обнаружении
признаков загорания принять меры по их устранению.
10. После проверки
помещения, рабочих мест доложить своему руководителю.
11.Требования
безопасности во время ремонтных работ:
а) слесарю-ремонтнику
запрещается во время ремонта машин и механизмов проверять электрические
установки, прикасаться к электроприводам и другим токоведущим частям установки;
б) при выполнении ремонтных
работ в сосудах, аппаратах, на трубопроводах, работающих под давлением, прежде
чем приступить к работе необходимо:
·
получить допуск
для выполнения ремонтных работ;
·
убедиться в
отсутствии давления в ремонтируемом узле установки;
·
выполнять все
указанные меры безопасности допуска.
в) тяжелые детали и узлы
оборудования необходимо поднимать и опускать с помощью электрических,
гидравлических или ручных лебедок;
г) нельзя оставлять
инструмент или мелкие детали, а также болты и гайки на поверхности и внутри
ремонтируемых поверхностей. Запрещается перебрасывать мелкий инструмент между
собой, их необходимо передавать из рук в руки;
д) проверять совпадения
отверстий деталей нужно металлическим стержнем, отверткой.
6. Охрана окружающей
среды
В последние годы еще большее значение, чем прежде придается
качеству продукции, поскольку оно самым непосредственным образом влияет на
здоровье и продолжительность жизни людей. Особое внимание уделяется
профилактике загрязнений пищевых продуктов токсическими веществами различной
природы. С учетом сложившейся в подавляющем большинстве стран экологической
обстановки, безопасность потребления продовольствия, произведенного не в жестко
контролируемых условиях, как специалистами, так и простыми потребителями,
небезосновательно ставится под сомнение. Производство экологически чистых
продуктов питания для населения Республики Беларусь имеет огромное значение,
поскольку после аварии на ЧАЭС загрязнение окружающей среды радионуклидами
наложилось на прежнее экологическое неблагополучие, что сделало людей с
нормальным состоянием здоровья скорее исключительным, чем обычным явлением. При
уменьшающейся среднестатистической продолжительности жизни в нашей стране
стремительно растет заболеваемость и смертность от онкологических заболеваний.
Около 90 % детей рождается с различными отклонениями. Это в 4 раза выше, чем в
тяжелые и голодные послевоенные годы. По мнению большинства экспертов, эти
негативные явления в основном обусловлены ухудшающимся состоянием окружающей
среды.
Современной наукой
установлено явление сенсибилизации организма, когда комбинированное воздействие
радионуклидов и токсикантов (нитритов, нитратов, тяжелых металлов,
микотоксинов, антибиотиков, пестицидов и др.) в 2–4 раза превышает вред, наносимый
организму этими веществами в отдельности [1]. Поэтому производство продуктов
питания с минимальной, насколько это возможно, концентрацией нежелательных
веществ является одним из главных условий выживания граждан нашего государства,
сохранения генофонда нации.
В последние годы произошла ревизия и самого понятия
«экологически безопасное продовольствие». Если раньше под ним подразумевались
продукты питания, произведенные из сельскохозяйственного сырья без применения
химикатов на всех стадиях технологического цикла, то в последние годы этим
термином обозначают продовольствие, полученное в жестко контролируемых условиях
земледелия, животноводства, переработки и реализации. Современные реалии
показывают, что зачастую в создавшихся агроэкологических условиях невозможно
обойтись без средств защиты растений, поскольку урожай может быть практически
полностью потерян из-за болезней, вредителей и сорняков, а заболеваемость и
падеж при откорме скота и птицы в условиях крупномасштабного производства
(современные животноводческие комплексы и птицефабрики) без применения
специальных профилактических добавок очень высока, что значительно увеличивает
себестоимость такой продукции при ее сомнительном качестве.
В развитых в аграрном отношении
странах для гарантированного получения качественного продовольствия
определенные требования предъявляются не только к конечному продукту, идущему
на стол потребителю (мясо, молоко, яйца и т. д.), но и технологии земледелия, животноводства
и переработки, при которых он получен. Использования только лабораторного
контроля и сертификации продовольственного сырья органами санитарного надзора
явно недостаточно. Поэтому важное значение имеет ранжирование почв по степени
опасности их загрязнения химическими веществами и на основании этого определение
территорий, требующих первоочередных капиталовложений при осуществлении
контроля за загрязнением почв, разработкой комплексных мероприятий по их
охране, при разработке схем районной планировки, гигиенической оценке почв в
районах урбанизации и мероприятий по рекультивации земель. С гигиенических
позиций опасность загрязнения почв химическими веществами определяется уровнем
его возможного отрицательного влияния на контактирующие среды (вода, воздух),
пищевые продукты и опосредованно на человека, а также на биологическую
активность почвы и процессы ее самоочищения.
Пищевая промышленность выбрасывает твердые, жидкие и
газообразные вещества. Проблема выбросов пищевой промышленности больше касается
разнообразных процессов, связанных главным образом с выбросами сильнопахнущих
веществ. Многие промышленные процессы варки, жарки, копчения связаны с видимыми
и пахучими выбросами. Основными источниками образования вредных веществ,
выбрасываемых в атмосферу, в отрасли являются фасовочные автоматы, шелушители, нейтрализаторы,
технологические печи, мясоперерабатывающее производство и т.д. Ежегодно
предприятиями отрасли выбрасывается около 400 тыс. тонн вредных веществ, 44%
которых проходят очистку. Очистные сооружения не обеспечивают должной очистки,
а устаревшее технологическое оборудование затрудняет меры по предупреждению
образования загрязнения (в частности, выбросы аммиака в холодильных
установках). На собственные нужды предприятиями пищевой промышленности ежегодно
используется около 60 млн. м3 воды, объем сбросов составляет 46
млн.м3. Доля загрязненных сточных вод к общему объему вод достигает
около 77%, что говорит о низкой эффективности работы имеющихся очистных
сооружений.
В производственном цикле
в воду поступают различные загрязняющие вещества, в числе которых преобладают
отходы производства, унесенные водой компоненты сырья и материалов. В основном
это органические вещества животного происхождения. В сточных водах содержатся:
остатки корма, поваренная соль, моющие, дезинфицирующие вещества, нитриты, фосфаты,
щелочи, кислоты, возможно присутствие болезнетворных организмов.
На ОАО «Пинский
мясокомбинат» большое значение придается охране окружающей среды и
рациональному использованию природных ресурсов. С этой целью разрабатываются
мероприятия по снижению норм потребления сырья, утилизации отходов, применению газоочистного
и пылеулавливающего оборудования, оснащению предприятия эффективными системами
очистки сточных вод. Также разработке средств контроля и автоматизации
сооружений по очистке сточных вод и установок пылегазоочистки с целью повышения
их эффективности и снижения эксплуатационных затрат на очистку, развитию
природоохранного просвещения и подготовке специалистов в области охраны
окружающей среды.
В целях охраны окружающей среды и здоровья населения на
предприятии в 2005 году разработана инструкция «Об организации
производственного контроля в области охраны окружающей среды на ОАО «Пинский
мясокомбинат».
Экологическая
деятельность на предприятии охватывает следующие направления:
-
осуществление
комплексного управления по экологической безопасности предприятия и
рациональному использованию природных ресурсов;
-
планирование и
организацию работ по охране окружающей среды;
-
соблюдение
экологических норм и требований при разработке и производстве продукции,
строительстве и реконструкции и расширении производственных объектов;
-
осуществление
комплекса работ по подготовке и проведению мониторинга выбросов, сбросов
вредных веществ и аттестации рабочих мест;
-
охрана воздушного
бассейна;
-
охрана почвы;
-
охрана водного
бассейна;
-
обращение с
отходами;
-
разработка
комплекса мер по проведению эффективных ресурсосберегающих малоотходных и
безотходных технологий;
-
обучение,
повышение общей экологической культуры персонала и воспитание экологического
сознания.
7.
Назначение и техническая характеристика
Назначение посолочного
агрегата:
Посолочный агрегат Я2-ФРЛ
является машиной непрерывного действия, что позволяет без особых трудностей
использовать его в поточно-механизированных линиях подготовки сырья для приготовления
колбасного фарша.
Агрегат Я2-ФРЛ
предназначен для измельчения мяса, пропорционального дозирования рассола и
перемешивания компонентов.
Технические
характеристики посолочного агрегата:
1. Производительность, кг/ч – 3500
2. Диаметр ножевых решеток режущего
механизма измельчителя, мм – 200
3. Вместимость, л
-
чаши загрузочного
бункера – 240
-
дежи
двухсекционной фаршемешалки – 2·630
4. Частота вращения, с–1
-
рабочего шнека
измельчителя – 3,82
-
перемешивающих
валов фаршемешалки – 0,67; 0,82
-
разгрузочного
шнека фаршемешалки – 1,68
5. Установленная мощность (с
подъемником), кВт – 38,2
6. Габаритные размеры, мм
-
длина – 4325
-
ширина – 2610
-
высота – 3112
7. Масса (с подъемником), кг – 4995.
8. Устройство и
принцип работы
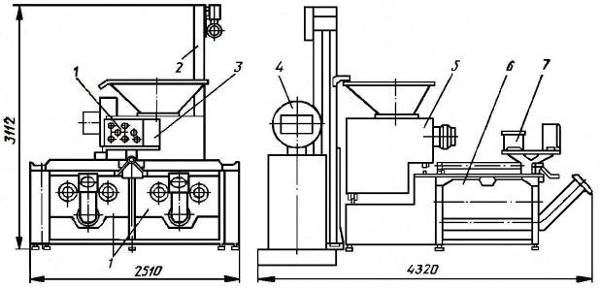
Рис. 8.1 Посолочный агрегат Я2-ФРЛ:
1 – электрооборудование; 2 –
подъемник; 3 – пульт управления; 4 – устройство выбора дозы; 5 – измельчитель;
6 – двухсекционная фаршемешалка; 7 – дозатор рассола
Устройство посолочного
агрегата (рис. 8.1):
В состав входят
двухсекционная фаршемешалка, измельчитель, дозатор рассола, устройство выбора
дозы, пульт управления и электрооборудование. Агрегат комплектуется цепным
подъемником Я2-ОГБ и тележками Я2-ФЦ1В.
Непрерывность действия
агрегата Я2-ФРЛ достигается работой фаршемешалки, состоящей из двух секций.
Фаршемешалка загружается измельченным мясом последовательно одним измельчителем
с помощью поворотного лотка-распределителя. При этом если в одну секцию
измельчителя загружается мясо, одновременно во второй перемешиваются компоненты
с последующей выгрузкой готового продукта. Измельчитель может перемещаться
вдоль секций фаршемешалки.
Двухсекционная
фаршемешалка состоит из привода и двух секций, смонтированных на едином
каркасе. В мешалке размещены перемешивающие валы, разгрузочные шнеки, шестерни
и звездочки привода. В станине размещены двигатели, редукторы и звездочки
привода.
Измельчитель состоит из
корпуса, в котором размещены режущий механизм, рабочий и подающие шнеки с
приводами. На корпусе установлен бункер.
Дозатор рассола
представляет собой сварной бак со встроенными двумя сливными клапанами и
поплавком, предназначенным для перекрытия клапана подачи рассола.
Устройство выбора дозы
состоит из платформы, механизма регистрации груза, кодового диска и
электронного блока.
Пульт управления имеет
прямоугольную форму. На панели управления размещены кнопки и световая
сигнализация. Внутри корпуса установлены печатные платы и разъемы.
Принцип работы
посолочного агрегата:
Агрегат может работать в
полуавтоматическом и ручном режимах управления. Полуавтоматический режим:
тележка с сырьем устанавливается на платформу устройства выбора дозы. После
десятисекундной выдержки, которая дается на успокоение стрелки устройства,
электронным блоком фиксируется положение кодового диска и подается сигнал на
дозатор по выбору дозы рассола, пропорциональной массе сырья.
Нажатием на кнопку
включается подъемник. Тележка поднимается, сырье выгружается в бункер
измельчителя. При достижении кареткой подъемника верхнего крайнего положения
подается команда на включение измельчителя. По мере заполнения секции фаршем
через 60–100 с включаются перемешивающие валы и разгрузочный шнек на
перемешивание. Перемешивающие валы с определенным интервалом меняют направление
вращения. Одновременно с началом перемешивания открывается один из двух сливных
клапанов дозатора рассола. Значение сливаемой дозы рассола зависит от массы
сырья и определяется временем нахождения клапана в открытом состоянии. При полной
загрузке одной из секций мешалки поворотом лотка-распределителя изменяется
направление потока фарша и загружается вторая секция. При загрузке от кнопки
производится реверс шнека на разгрузку.
Ручной режим: для работы
агрегата в ручном режиме необходимо установить тумблер на панели управления
устройства выбора дозы в соответствующее положение.
Информация о количестве
рассола, которое необходимо слить в дежу мешалки, определяется визуально по
отклонению стрелки указателя пропорциональной дозы рассола. Для слива рассола
нажимают на пульте управления кнопку под тем номером, на который указала
стрелка указателя пропорциональной дозы рассола на шкале устройства выбора
дозы. Подъемником, измельчителем и фаршемешалкой управляют вручную с пульта
управления.
9.
Инструкция по эксплуатации
9.1 Общие
сведения об эксплуатации
Необходимо систематически
проводить профилактические осмотры исправности машины и ее электрооборудования
и установленные планово-предупредительные ремонты и испытания
электрооборудования согласно требованиям ПТЭ и ПТБ электроустановок.
Смазку трущихся частей
машины нужно производить регулярно согласно схеме смазки.
Необходимо своевременно и
правильно производить заточку двухсторонних крестовидных ножей и ножевых
решеток. Работа на плохо заточенном режущем механизме приводит к снижению
качества измельчаемого продукта преждевременному износу механизмов машины.
После каждой рабочей
смены производить санитарную обработку машины.
Примечание: В случае
длительной остановки машины (например, при ремонтах) консервацию следует
произвести технической антикоррозионной смазкой ПВК ГОСТ 10586–63, а не пищевым
жиром.
При расконсервации
следует соблюдать требования ГОСТ 13168–69.
10. Расчетная
часть
10.1
Технологический расчёт
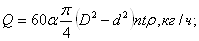
По пропускной способности
производительность определяют, применяя формулу:
 [13, стр. 223] (10.1.1)
[13, стр. 223] (10.1.1)
где  –
коэффициент подачи или использования шнека, зависящий от длины шнека, зазоров
между шнеком и стенкой цилиндра и пр., практически принимают
–
коэффициент подачи или использования шнека, зависящий от длины шнека, зазоров
между шнеком и стенкой цилиндра и пр., практически принимают  ; D – наружный диаметр
шнека (по виткам), м; d – диаметр вала шнека, м; n – число оборотов шнека в
минуту; t – шаг шнека, м;
; D – наружный диаметр
шнека (по виткам), м; d – диаметр вала шнека, м; n – число оборотов шнека в
минуту; t – шаг шнека, м;  –
плотность продукта, кг/м3 (для мяса 1100 кг/м3).
–
плотность продукта, кг/м3 (для мяса 1100 кг/м3).

Определяем потребную
мощность с достаточной точностью по формуле:
 [13, стр. 224] (10.1.2)
[13, стр. 224] (10.1.2)
где q – удельный расход
электроэнергии (при диаметре 2–3 мм q=3,5–4,5 кВт ч/т и при диаметре 16–25 мм
q=1,5–2,0 кВт ч/т); Q – производительность, кг/ч;  –
КПД приводного механизма (0,85 – 0,9).
–
КПД приводного механизма (0,85 – 0,9).
10.2
Кинематический расчёт
Кинематический расчет (рис.
10.1) привода питающего шнека:
1. Определяем
передаточное отношение каждой передачи:
 , [14, стр. 6] (10.2.1)
, [14, стр. 6] (10.2.1)
где z1 и z2 –
число зубьев ведущего и ведомого колеса или звездочки; d1 и d2
– делительные диаметры колес, шкивов, мм; ω1 и ω 2
– угловые скорости ведущего и ведомого валов, рад/с; n1 и n2
– число оборотов ведущего и ведомого валов.
2. Определяем частоту
вращения каждого вала:
 [14, стр. 7] (10.2.2)
[14, стр. 7] (10.2.2)
 [14, стр. 7] (10.2.3)
[14, стр. 7] (10.2.3)

3. Определяем угловую
скорость на каждом валу:
 [14, стр. 7] (10.2.4)
[14, стр. 7] (10.2.4)



4. Определяем вращающий
момент на каждом валу:
 [14, стр. 8] (10.2.5)
[14, стр. 8] (10.2.5)
 , [14, стр. 8] (10.2.6)
, [14, стр. 8] (10.2.6)
где Nдв – мощность
электродвигателя, Вт; ω – угловая скорость вала двигателя, рад/с; U1
– передаточное отношение передачи между валами; Η – КПД передачи между
валами.


Кинематический расчет
привода рабочего шнека:
1. Определяем
передаточное отношение каждой передачи:
2. Определяем частоту
вращения каждого вала:

3. Определяем угловую
скорость на каждом валу:



4. Определяем вращающий
момент на каждом валу:



Кинематический расчет
привода перемешивающих валов:
1. Определяем
передаточное отношение каждой передачи:
2. Определяем частоту
вращения каждого вала:

3. Определяем угловую
скорость на каждом валу:




4. Определяем вращающий
момент на каждом валу:



Кинематический расчет
привода разгрузочного шнека:
1. Определяем
передаточное отношение каждой передачи:
2. Определяем частоту
вращения каждого вала:

3. Определяем угловую
скорость на каждом валу:





4. Определяем вращающий
момент на каждом валу:




10.3 Прочностной
расчет
Прочностной расчет зубчатой передачи:
Так как в задании нет особых требований в отношении
габаритов передачи, выбираем материалы со средними механическими
характеристиками (см. гл. III, табл. 3.3): для шестерни: сталь 45, термическая
обработка – улучшение, твердость НВ 230; для колеса – сталь 45, термическая
обработка – улучшение, но твердость на 30 единиц ниже НВ 200.
Допускаемые контактные напряжения
 [14, стр. 292] (10.3.1)
[14, стр. 292] (10.3.1)
где σHlimb
– предел контактной выносливости при базовом числе циклов.
По табл. 3.2 гл. III для углеродистых сталей с твердостью
поверхностей зубьев менее НВ 350 и термической обработкой (улучшением):
σHlimb= 2НВ + 70, [14, стр. 292] (10.3.2)
где KHL
– коэффициент долговечности ; при числе циклов нагружения больше базового, что
имеет место при длительной эксплуатации редуктора, принимают KHL =
1; коэффициент безопасности [SH] = 1,10.
Для косозубых колес расчетное допускаемое контактное
напряжение по формуле (3,10) гл. III:
[σH] = 0,45([σH1] +
[σH2]). [14,
стр. 293] (10.3.3)
Для шестерни:
 .
.
Для колеса:

Тогда расчетное допускаемое контактное напряжение:
[σH] = 0,45(482 + 428) = 410 МПа.
Требуемое условие [σH] < 1,23 [σH2]
выполнено.
Коэффициент KHβ, учитывающий
неравномерность распределения нагрузки по ширине венца, примем по табл. 3.1.
Несмотря на симметричное расположение колес относительно опор, примем значение
этого коэффициента, как в случае несимметричного расположения колес, так как со
стороны клиноременной передачи действует сила давления на ведущий вал,
вызывающая его деформацию и ухудшающая контакт зубьев: KHβ =
1,25.
Принимаем для косозубых колес коэффициент ширины венца
по межосевому расстоянию ψba = b /aω = 0,4.
Межосевое расстояние из условия контактной выносливости
активных поверхностей зубьев:
где для
косозубых колес Ка = 43, а передаточное число нашего редуктора i=3.

Ближайшее значение межосевого расстояния по ГОСТ 2185–66
aw = 125 мм.
Нормальный модуль зацепления принимаем по следующей
рекомендации:
mn = (0.01
÷ 0.02) аω=(0,01 ÷ 0,02) · 125=1,25÷2,5 мм.
Принимаем по ГОСТ 9563 – 60 mn = 1,25 мм.
Примем предварительно угол наклона зубьев β = 10° и
определим числа зубьев шестерни и колеса:
 .
.
Тогда:
 .
.
Принимаем z1 = 49; тогда Z2 = Z1 · i
= 49·3= 147=147.
Уточненное значение угла наклона зубьев:
 ;
;
Тогда:
 , β = 11°25'.
, β = 11°25'.
Основные размеры шестерни и колеса:
диаметры делительные:

Проверка:
aω = 0,5(d1 + d2)
= 0,5(62,5+187,5) = 125мм.
Диаметры вершин зубьев:
dа1
= d1 + 2mn = 62,5 + 2
• 1,25 = 65 мм;
dа2
= d2 + 2mn= 187,5 + 2
• 1,25 = 190 мм;
ширина колеса:
b2
= ψва · аω =0,4 · 125= 50мм;
ширина шестерни:
b1 = b2 + 5 мм = 55 мм.
Определяем коэффициент ширины шестерни по диаметру:
Окружная скорость колес и степень точности передачи

При такой скорости для косозубых колес следует принять
8-ю степень точности.
Коэффициент нагрузки:
КН
= КНβ · КНα · КНυ [14, стр. 294] (10.3.4)
Значения KHβ даны в табл. 3.5; при
Ψbd= 0,88, твердости НВ < 350 и несимметричном расположении
колес относительно опор с учетом изгиба ведомого вала KHβ =
1,08.
По табл. 3.4 при v = 0,26 м/с и 8-й степени
точности KHa =1,06. По табл. 3.6 для косозубых колес при v < 5
м/с имеем KHv = 1,0.
Таким образом, КН = 1,08 · 1,06 · 1=1,145
Проверка контактных напряжений по формуле:
Таким
образом:
 .
.
Силы, действующие в зацеплении:
окружная:
радиальная:

осевая:
Fа
= Ft·tgβ = 860·tg11°25'=167H
Проверяем зубья на выносливость по напряжениям изгиба:
 <[σF], [14, стр. 295] (10.3.5)
<[σF], [14, стр. 295] (10.3.5)
Здесь коэффициент нагрузки:
КF
= КFβ · КFυ [14, стр. 295] (10.3.6)
По табл. 3.7 при  = 0,88, твердости НВ < 350 и несимметричном
расположении зубчатых колес относительно опор KFβ = 1,17. По
табл. 3.8, KFv = 1,1. Таким образом, коэффициент KF =
1,17 • 1,1 = 1,287; YF – коэффициент, учитывающий форму зуба и
зависящий от эквивалентного числа зубьев zv:
= 0,88, твердости НВ < 350 и несимметричном
расположении зубчатых колес относительно опор KFβ = 1,17. По
табл. 3.8, KFv = 1,1. Таким образом, коэффициент KF =
1,17 • 1,1 = 1,287; YF – коэффициент, учитывающий форму зуба и
зависящий от эквивалентного числа зубьев zv:
у шестерни:
у колеса:
YFl = 3,64 и YF2 = 3,60.
Определяем коэффициенты  и
и  по формулам:
по формулам:

 ,
,
где средние значения коэффициента
торцового перекрытия  ; степень
точности n=8.
; степень
точности n=8.
Допускаемое напряжение:
 [14, стр. 296] (10.3.7)
[14, стр. 296] (10.3.7)
По табл.3.9 для стали 45 улучшенной при твердости HB<
350 σ0Flimb = 1,8HB.
Для шестерни:
σ0Flimb =  = 415 МПа;
= 415 МПа;
Для колеса:
σ0Flimb = =360 МПа.
=360 МПа.
[SF] = [SF]'[SF]"
– коэффициент безопасности, где [SF]' = 1,75, [SF]"
= 1 (для поковок и штамповок). Следовательно, [SF] = 1,75.
Допускаемые напряжения:
для шестерни:
[σF1] = = 237 МПа;
= 237 МПа;
для колеса:
[σF1] =  =206 МПа.
=206 МПа.
Проверку на изгиб следует проводить для того зубчатого
колеса, для которого отношение  меньше. Найдем эти отношения:
меньше. Найдем эти отношения:
для
шестерни:
для
колеса:
Проверку
на изгиб проводим для колеса:

Предварительный расчет проведем на кручение по
пониженным допускаемым напряжениям.
Ведущий вал:
Допускаемое напряжение на кручение примем [τк]
= 25 МПа. Это невысокое значение принято с учетом того, что ведущий вал
испытывает изгиб от напряжения клиноременной передачи.
Определим диаметр выходного конца вала
 мм.
мм.
Принимаем ближайшее большое значение из стандартного
ряда dB1=25 мм и dП1=30 мм.
Ведомый вал:
Допускаемое напряжение на кручение [τк]
= 20 МПа.
Определяем диаметр выходного конца вала
 мм.
мм.
Принимаем ближайшее большое значение из стандартного
ряда dB2=40 мм, dП1=45 мм и dК1=50 мм.
Прочностной расчет зубчатой передачи:
Так как в задании нет особых требований в отношении
габаритов передачи, выбираем материалы со средними механическими
характеристиками (см. гл. III, табл. 3.3): для шестерни: сталь 45, термическая
обработка – улучшение, твердость НВ 230; для колеса – сталь 45, термическая
обработка – улучшение, но твердость на 30 единиц ниже НВ 200.
Допускаемые контактные напряжения:
где σHlimb
– предел контактной выносливости при базовом числе циклов.
По табл. 3.2 гл. III для углеродистых сталей с
твердостью поверхностей зубьев менее НВ 350 и термической обработкой
(улучшением):
σHlimb= 2НВ + 70;
где KHL
– коэффициент долговечности ; при числе циклов нагружения больше базового, что
имеет место при длительной эксплуатации редуктора, принимают KHL =
1; коэффициент безопасности [SH] = 1,10.
Для косозубых колес расчетное допускаемое контактное
напряжение по формуле (3,10) гл. III:
[σH] = 0,45([σH1] +
[σH2])
Для шестерни:

Для колеса:

Тогда расчетное допускаемое контактное напряжение:
[σH] = 0,45(482 + 428) = 410 МПа.
Требуемое условие [σH] < 1,23 [σH2]
выполнено.
Коэффициент KHβ, учитывающий
неравномерность распределения нагрузки по ширине венца, примем по табл. 3.1.
Несмотря на симметричное расположение колес относительно опор, примем значение
этого коэффициента, как в случае несимметричного расположения колес, так как со
стороны клиноременной передачи действует сила давления на ведущий вал,
вызывающая его деформацию и ухудшающая контакт зубьев: KHβ =
1,25.
Принимаем для косозубых колес коэффициент ширины венца
по межосевому расстоянию ψba = b /aω = 0,4.
Межосевое расстояние из условия контактной выносливости
активных поверхностей зубьев:

где для
косозубых колес Ка = 43, а передаточное число нашего редуктора i
= 3,22.
Ближайшее значение межосевого расстояния по ГОСТ 2185–66
aw = 200 мм.
Нормальный модуль зацепления принимаем по следующей
рекомендации:
mn = (0.01
÷ 0.02) аω=(0,01 ÷ 0,02) · 200=2÷4 мм
Принимаем по ГОСТ 9563 – 60 mn = 2,5 мм.
Примем предварительно угол наклона зубьев β = 10° и
определим числа зубьев шестерни и колеса:

Принимаем z1 = 37; тогда Z2 = Z1 · i
= 37·3,22= 119,14=119.
Уточненное значение угла наклона зубьев:
 ; β = 12°50'.
; β = 12°50'.
Основные размеры шестерни и колеса:
диаметры делительные:
Проверка:
aω = 0,5(d1 + d2)
= 0,5(94,9+305,1) = 200мм.
Диаметры вершин зубьев:
dа1
= d1 + 2mn = 94,9 + 2
• 2,5 = 99,9 мм;
dа2
= d2 + 2mn= 305,1 + 2
• 2,5 = 310,1 мм;
ширина колеса:
b2
= ψва · аω =0,4 · 200= 80мм;
ширина шестерни:
b1 = b2 + 5 мм = 85 мм.
Определяем коэффициент ширины шестерни по диаметру:
Окружная скорость колес и степень точности передачи

При такой скорости для косозубых колес следует принять
8-ю степень точности.
Коэффициент нагрузки:
КН
= КНβ · КНα · КНυ
Значения KHβ даны в табл. 3.5; при
Ψbd= 0,896, твердости НВ < 350 и несимметричном расположении
колес относительно опор с учетом изгиба ведомого вала KHβ =
1,08.
По табл. 3.4 при u = 3,6 м/с и 8-й
степени точности KHa =1,09. По табл. 3.6 для косозубых колес при u < 5 м/с имеем KHv = 1,0.
Таким образом, КН = 1,08 · 1,09 · 1=1,1772.
Проверка контактных напряжений:

Силы, действующие в зацеплении:
окружная:

радиальная:

осевая:
Fа
= Ft·tgβ = 1935·tg12°50'=411H
Проверяем зубья на выносливость по напряжениям изгиба:
 <[σF]
<[σF]
Здесь коэффициент нагрузки
КF
= КFβ · КFυ
По табл. 3.7 при  = 0,896, твердости НВ < 350 и несимметричном расположении зубчатых
колес относительно опор KFβ = 1,17. По табл. 3.8, KFv
= 1,3. Таким образом, коэффициент KF = 1,17 • 1,3 = 1,521; YF
– коэффициент, учитывающий форму зуба и зависящий от эквивалентного числа
зубьев zv:
= 0,896, твердости НВ < 350 и несимметричном расположении зубчатых
колес относительно опор KFβ = 1,17. По табл. 3.8, KFv
= 1,3. Таким образом, коэффициент KF = 1,17 • 1,3 = 1,521; YF
– коэффициент, учитывающий форму зуба и зависящий от эквивалентного числа
зубьев zv:
у шестерни
у колеса
YFl = 3,70 и YF2 = 3,60.
Определяем коэффициенты  и
и  :
:
Допускаемое напряжение:
По табл.3.9 для стали 45 улучшенной при твердости HB<
350 σ0Flimb = 1,8HB.
Для шестерни:
σ0Flimb =  = 415 МПа;
= 415 МПа;
для колеса:
σ0Flimb = =360 МПа.
=360 МПа.
[SF] = [SF]'[SF]"
– коэффициент безопасности, где [SF]' = 1,75, [SF]"
= 1 (для поковок и штамповок). Следовательно, [SF] = 1,75.
Допускаемые напряжения:
для шестерни:
[σF1] = = 237 МПа;
= 237 МПа;
для колеса:
[σF1] =  =206 МПа.
=206 МПа.
Проверку на изгиб следует проводить для того зубчатого
колеса, для которого отношение  меньше. Найдем эти отношения:
меньше. Найдем эти отношения:
Для
шестерни:
Для
колеса:
Проверку
на изгиб проводим для колеса:

Предварительный расчет проведем на кручение по
пониженным допускаемым напряжениям.
Ведущий вал:
Допускаемое напряжение на кручение примем [τк]
= 25 МПа. Это невысокое значение принято с учетом того, что ведущий вал
испытывает изгиб от напряжения клиноременной передачи.
Определим диаметр выходного конца вала
 мм.
мм.
Принимаем ближайшее большое значение из стандартного
ряда dB1=35 мм и dП1=40 мм.
Ведомый вал:
Допускаемое напряжение на кручение [τк]
= 20 МПа.
Определяем диаметр выходного конца вала
 мм.
мм.
Принимаем ближайшее большое значение из стандартного
ряда dB2=60 мм, dП2= 65 мм и dК2=70 мм.
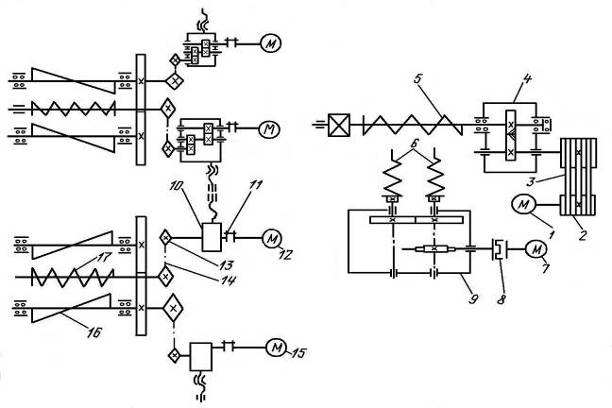
Рис. 10.1 Кинематическая схема
посолочного агрегата Я2-ФРЛ:
1, 7, 12, 15 – электродвигатели; 2 –
шкивы; 3 – клиноременная передача; 4, 9, 10 – редукторы; 5 – рабочий шнек
измельчителя; 6 – питающие шнеки измельчителя; 8, 11 – муфты; 13 – звездочки;
14 – цепные передачи; 16 – перемешивающие валы; 17 – разгрузочный шнек.
11.
Составления графика планово-предупредительного ремонта
11.1
Расчет трудоемкости работ и числа обслуживающего персонала
Составим
график ППР посолочного агрегата при двухсменной работе, если последним был
капитальный ремонт, проведенный в ноябре прошлого года.
Посолочный
агрегат Я2-ФРЛ имеет:
-
категория ремонтной
сложности – R = 6;
-
разряд ремонтного
цикла – IV;
-
структура ремонтного
цикла:
К-О-О-О-О-О-Т-О-О-О-О-О-С-О-О-О-О-О-Т-О-О-О-О-О-К
-
продолжительность
ремонтного цикла – 24 месяца;
-
сменность работы
оборудования – 2.
1. Определяем продолжительность межремонтного
периода:
 [3; стр.7] (11.1.1)
[3; стр.7] (11.1.1)
где  -
длительность ремонтного цикла;
-
длительность ремонтного цикла;  – количество
средних ремонтов в ремонтном цикле;
– количество
средних ремонтов в ремонтном цикле;  – количество
текущих ремонтов в ремонтном цикле.
– количество
текущих ремонтов в ремонтном цикле.
2. Определяем продолжительность
межосмотрового периода:
 [3; стр.8] (11.1.2)
[3; стр.8] (11.1.2)
где  –
количество осмотров в ремонтном цикле.
–
количество осмотров в ремонтном цикле.
3.
Определяем норму времени на осмотр, текущий, средний и капитальный ремонты
одной ремонтной единицы:
 [6; стр.172] (11.1.3)
[6; стр.172] (11.1.3)
где а – норма времени одной ремонтной
единицы, ч; R – категория ремонтной сложности.
На
осмотры:

На
текущий ремонт:

На
средний ремонт:

На
капитальный ремонт:

4.
Определяем количество планируемых на год осмотров, текущих, средних и
капитальных ремонтов; для чего строим ось времени.
Принимаем,
что капитальный ремонт посолочного агрегата Я2-ФРЛ был в начале ноября 2008
года:
| Текущий год |
Планируемый год |
| Н |
Д |
Я |
Ф |
М |
А |
М |
И |
И |
А |
С |
О |
Н |
Д |
| 11 |
12 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| К |
О |
О |
О |
О |
О |
Т |
О |
О |
О |
О |
О |
С |
О |
Осмотров
–10;
Текущих
ремонтов –1;
Средних
ремонтов –1;
Капитальных
ремонтов – 0.
5.
Определяем затраты труда на год:
На
осмотры:

На
текущий ремонт:

На
средний ремонт:

Определяем
общие затраты труда:

6. Определяем
затраты труда на проведение слесарных, станочных и прочих видов работ при
осмотрах, средних и текущих ремонтах:
 , [6; стр.172] (11.1.5)
, [6; стр.172] (11.1.5)
 , [6; стр.172] (11.1.6)
, [6; стр.172] (11.1.6)
 [6; стр.172] (11.1.7)
[6; стр.172] (11.1.7)
При
осмотрах:

При
текущем ремонте:


При
среднем ремонте:


Трудоемкость
прочих работ:



7.
Определяем нужную численность рабочих:
Слесарей:
Станочников:
Прочих:
Общая
численность рабочих:

Принимаем
для технического обслуживания посолочного агрегата Я2-ФРЛ человека с
привлечением его на другие работы.
12. Электротехническая часть
12.1 Расчет сечения проводов, плавких
вставок и подбор магнитных пускателей
Расчет сечения проводов, плавких вставок и подбор магнитных
пускателей привода питающего шнека.
Асинхронный двигатель имеет номинальную мощность Nн
= 5 кВт, и число оборотов n=1460 об/мин, при напряжении Uн=380 В.
Определить сечение проводов, проложенных в трубе тип магнитного
пускателя, выбрать плавкие вставки для защиты питающих проводов.
Длина питающей линии l =25 м.
Допускаемая потеря напряжения в лини равна 5%.
1. Зная Nн = 5 кВт и n=1460 об/мин, находим
основные данные двигателя [5; табл.1]:
ηн=0,86
cos φн=0,85



2. Номинальный ток двигателя:
 [15, стр. 87] (12.1.1)
[15, стр. 87] (12.1.1)
Тогда:
3. Пусковой ток двигателя:
 [15, стр. 87] (12.1.2)
[15, стр. 87] (12.1.2)
 .
.
Находим сечение алюминиевых проводов S=2,5 мм2,
допускающих токовую нагрузку 19 А, что больше 10 А [5; табл.2].
4. Проверяем выбранное сечение по потере напряжение:
 [15, стр. 87] (12.1.3)
[15, стр. 87] (12.1.3)
где
γ=32 – удельная проводимость
алюминия.
– удельная проводимость
алюминия.
Тогда:
или в процентах:

5. Выбираем реверсивный магнитный пускатель тепловой защитой
типа ПМЕ–222II величины. Предельная мощность включаемого электродвигателя при
напряжении 380В равна 10 кВт, что больше 5 кВт [5; табл.3].
6. Расчетный ток плавкой вставки
 [15, стр. 88] (12.1.4)
[15, стр. 88] (12.1.4)
Тогда:
 .
.
Принимаем стандартную
вставку на 35 А.
Расчет сечения проводов, плавких вставок и подбор магнитных
пускателей привода рабочего шнека.
Асинхронный двигатель имеет номинальную мощность Nн
= 20 кВт, и число оборотов n=1460 об/мин, при напряжении Uн=380 В.
Определить сечение проводов, проложенных в трубе тип магнитного
пускателя, выбрать плавкие вставки для защиты питающих проводов.
Длина питающей линии l =25 м.
Допускаемая потеря напряжения в лини равна 5%.
1. Зная Nн = 20 кВт и n=1460 об/мин, находим
основные данные двигателя [5; табл.1]:
ηн=0,897
cos φн=0,89



2. Номинальный ток двигателя:
3. Пусковой ток двигателя:

Находим сечение алюминиевых проводов S=10 мм2,
допускающих токовую нагрузку 47 А, что больше 38 А [5; табл.2]
4. Проверяем выбранное сечение по потере напряжение:
или в процентах:
 .
.
5. Выбираем реверсивный магнитный пускатель тепловой защитой
типа-ПА–422IV величины. Предельная мощность включаемого электродвигателя при
напряжении 380В равна 28 кВт, что больше 20 кВт [5; табл.3].
6. Расчетный ток плавкой вставки
Принимаем стандартную
вставку на 125 А.
Расчет сечения проводов, плавких вставок и подбор магнитных
пускателей привода перемешивающих валов.
Асинхронный двигатель имеет номинальную мощность Nн
= 3 кВт, и число оборотов n=760 об/мин, при напряжении Uн=380 В.
Определить сечение проводов, проложенных в трубе тип магнитного
пускателя, выбрать плавкие вставки для защиты питающих проводов.
Длина питающей линии l =25 м.
Допускаемая потеря напряжения в лини равна 5%.
1. Зная Nн = 3 кВт и n=760 об/мин, находим
основные данные двигателя [5; табл.1]:
ηн=0,815
cos φн=0,7



2. Номинальный ток двигателя:
3. Пусковой ток двигателя:

Находим сечение алюминиевых проводов S=2,5 мм2,
допускающих токовую нагрузку 19 А, что больше 8 А [5; табл.2]
4. Проверяем выбранное сечение по потере напряжение:
или в процентах:

5. Выбираем реверсивный магнитный пускатель тепловой защитой
типа ПМЕ–122I величины. Предельная мощность включаемого электродвигателя при
напряжении 380В равна 4 кВт, что больше 3 кВт [5; табл.3].
6. Расчетный ток плавкой вставки:
Принимаем стандартную
вставку на 25 А.
Расчет сечения проводов, плавких вставок и подбор магнитных
пускателей привода разгрузочного шнека.
Асинхронный двигатель имеет номинальную мощность Nн
= 3 кВт, и число оборотов n=960 об/мин, при напряжении Uн=380 В.
Определить сечение проводов, проложенных в трубе тип магнитного
пускателя, выбрать плавкие вставки для защиты питающих проводов.
Длина питающей линии l =25 м.
Допускаемая потеря напряжения в лини равна 5%.
1. Зная Nн = 3 кВт и n=960 об/мин, находим
основные данные двигателя [5; табл.1]:
ηн=0,83
cos φн=0,78



2. Номинальный ток двигателя:
3.Пусковой ток двигателя:

Находим сечение алюминиевых проводов S=2,5 мм2,
допускающих токовую нагрузку 19 А, что больше 7 А [5; табл.2].
4. Проверяем выбранное сечение по потере напряжение:
или в процентах:

5. Выбираем реверсивный магнитный пускатель тепловой защитой
типа ПМЕ–122I величины. Предельная мощность включаемого электродвигателя при
напряжении 380В равна 4 кВт, что больше 3 кВт [5; табл.3].
6. Расчетный ток плавкой вставки:
Принимаем стандартную
вставку на 20 А.
13. Монтаж
машины
13.1 Общие
сведения о монтаже
С завода оборудование в
упакованном виде на станции отправления грузят на транспорт, после чего
ответственность за сохранность его несет транспортная организация (чаще –
железная дорога).
При получении
оборудования на станции назначения заказчик принимает его: проверяет количество
мест – ящиков и состояние упаковки. Оборудование, отправленное без упаковки,
осматривают в целом, а также проверяют состояние отдельных узлов и деталей.
Если установлены недостача мест или повреждений упаковки, заказчик с участием
представителя транспортной организации составляет коммерческий акт, на
основании которого немедленно после принятия груза предъявляют рекламацию. Под
рекламацией понимают требования об установлении недостатков оставленной
продукции или о снижении цены, а также возмещении убытков.
Оборудование со станции
на монтажную площадку доставляет заказчик. После доставки производят наружный
осмотр ящиков с частичной распаковкой, проверяя при этом комплектность
поставки, наличии и полноту технической документации, отсутствие повреждений,
наличие заглушек, ответных фланцев, сохранность окраски и т.д. При полной комплектности
поставки и отсутствии повреждений оборудование снова упаковывают. Результат
осмотра оформляют актом.
В случае обнаружения дефектов
или некомплектности составляют акт, на основании которого предъявляют
рекламацию заводу-изготовителю (поставщику). Завод-изготовитель устраняет
дефекты и заменяет детали, вышедшие из строя по вине завода в течение
гарантийного срока, считая со дня отгрузки оборудования. Рекламации принимаются
только при условии выполнения потребителем требований, изложенных в заводском
руководстве (инструкции) по монтажу и эксплуатации. Рекламация может быть
предъявлена в пределах сроков, определенных условиями поставки грузов. В
некоторых случаях вызывают представителя поставщика для решения вопроса о
способе устранения заводских дефектов (допоставка, замена) с определением конкретных
сроков. Заводские дефекты устраняют безвозмездно за счет поставщика. Дефекты,
возникшие при транспортировке, устраняют за счет транспортных организаций.
Условия хранения
оборудования должны соответствовать указаниям заводов-изготовителей. Для
хранения используют открытые площадки (металлоконструкции, цистерны), общие или
индивидуальные навесы, закрытые неутепленные склады (сепараторы без
электродвигателей, насосы, компрессоры), закрытые утепленные склады (фасовочные
автоматы, щиты управления).
При длительном хранении
не реже 1 раза в год производят контрольный осмотр оборудования, в некоторых
случаях ревизию и переконсервацию (снятие старой смазки, чистка и нанесение
новой смазки). Эти работы входят в обязанность заказчика.
Оборудование в монтаж
принимают на приобъектном складе. В приемке участвуют представитель технадзора
заказчика, представитель монтажной, а иногда шефмонтажной организации.
Оборудование распаковывают, оставляя при необходимости салазки, осматривают без
разборки на узлы и детали, при этом сверяют наличие оборудования, запасных
частей и инструмента с упаковочной ведомостью или заводской спецификацией.
Кроме того, проверяют наличие пробок, заглушек, ответных
фланцев, а также
отсутствие видимых дефектов (трещины, поломки, раковины и т.д.). Приемку
оформляют актом, а в необходимых случаях – предъявлением рекламации поставщику.
Дефекты устраняет завод-изготовитель или заказчик (изготовление фланцев, болтов
и т.д.).
Предмонтажную ревизию
(пересмотр) оборудования производят при хранении его свыше 9 месяцев силами и
средствами заказчика. До начала ревизии тщательно изучают техническую
документацию заводов-изготовителей. Затем разбирают оборудование, заменяют
поврежденные детали и узлы и устраняют замеченные дефекты. Сборку производят в
последовательности, обратной разборке. При необходимости заменяют смазку
подшипников. Оборудование, поступающее в опломбированной таре, не ревизуют.
Импортное оборудование
принимают в монтаж в основном в том же порядке, что и отечественное. Однако
упаковку вскрывают в присутствии представителя (эксперта) Бюро товарных
экспертиз, которое входит в состав Всесоюзной Торговой Палаты. Результат
вскрытия оформляется актом экспертизы. В случае обнаружения недостачи или
повреждений акт направляют Всесоюзному объединению (например,
«Технопромимпорт»), которое предъявляет рекламацию соответствующему экспортному
объединению.
После получения импортного
оборудования заказчик обязан представлять соответствующему импортному
объединению следующую документацию: акт осмотра оборудования, сообщение о
сроках начала монтажа, акт о дефектах оборудования, акт испытания и окончательной
приемки оборудования, информацию о качестве оборудования в течение гарантийного
срока. Ее представляют в сроки, указанные в договоре. За несоблюдение их к
заказчику применяют штрафные санкции.
В акте о дефектах
оборудования указывают его наименование. При недостаче отдельных деталей это
отмечают в спецификациях или упаковочных листах. Уценку указывают в процентах
от номинальной стоимости оборудования. В некоторых случаях к акту прикладывают
фотографии или эскизы деталей, анализы (незаинтересованной) лаборатории,
заключения экспертизы.
13.2
Расчет фундамента
Исходные данные для
расчета фундамента:
-
масса машины с
сырьем 
 ;
;
-
расстояние между
осями фундаментных болтов a=4125мм и b=2410мм;
-
высота наземной
части фундамента Н1=100мм;
-
глубина заложения
Н2=500мм;
-
нормативное
давление на грунт II категории Рн=200кПа;
-
коэффициент
уменьшения  ;
;
-
удельный вес
бетона  .
.
1. Определяем площадь подошвы
фундамента:
 [7, стр. 137] (13.2.1)
[7, стр. 137] (13.2.1)
где  – припуск подошвы;
– припуск подошвы;  ;
;

2. Определяем объем фундамента:
 [7, стр. 137] (13.2.2)
[7, стр. 137] (13.2.2)
где Н – общая высота фундамента, м;
Н=0,1+0,5=0,6м

3. Определяем вес
фундамента:

4. Определяем фактическое
давление на грунт:
 [7, стр. 137] (13.2.4)
[7, стр. 137] (13.2.4)
Тогда:

Следовательно, фундамент
с принятыми размерами спроектирован правильно.
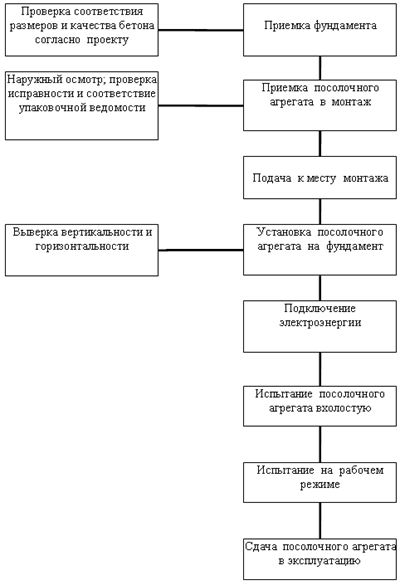
13.3
Технологическая схема монтажа машины
14. Общие
сведения об эксплуатации
К работе на агрегате
допускаются лица, изучившие его устройство и приемы работы, прошедшие
инструктаж по обслуживанию и технике безопасности.
Пуск агрегата производят
в следующей последовательности:
-
устанавливают
тележку с сырьем в захват подъемника;
-
включают
подъемник и выгружают сырье из тележки в бункер измельчителя;
-
включают
измельчитель и начинают измельчать мясо;
-
включают
подъемник, опускают тележку и перекатывают ее под разгрузочный патрубок;
-
по мере
заполнения дежи измельченным мясом включают лопастные валы мешалок и
разгрузочный шнек на перемешивание;
-
по окончании
замеса шнек переключают на разгрузку, направление вращения лопастных валов
должно быть навстречу друг другу, что обеспечит постоянную загрузку
разгрузочного шнека.
В процессе работы
необходимо следить за своевременной загрузкой бункера измельчителя, не допуская
работы режущего механизма без сырья, что может повлечь поломку ножей и
повышенный износ решеток.
Запрещается в момент
подъема тележки находиться под грузом, вводить руки в зону перемешивающих валов
и в дежу, работать на агрегате при открытых или снятых дверцах машины, при
нарушении или отсутствии заземления, эксплуатировать агрегат при неработающих
блокировочных устройствах.
После окончания работы
необходимо произвести санитарную обработку агрегата в соответствии с «Правилами
техники безопасности и производственной санитарии для мясной промышленности».
15.
Экономическая часть
15.1
Расчет капитальных и текущих затрат при внедрении нового оборудования
Расчет экономической
эффективности начинается с расчета капитальных затрат. Капитальные затраты –
это единовременные затраты на внедрение нового мероприятия.
 [11, стр. 159] (15.1.1)
[11, стр. 159] (15.1.1)
где Кз – капитальные затраты на внедрение новой техники, руб.;
С – стоимость нового оборудования по цене его приобретения, руб.;
Зд – затраты на доставку оборудования по соответствующим тарифам, руб.;
Зм – затраты на монтажные работы, руб.
Если внедрение нового
оборудования требует расширение и переустройство зданий, то к капитальным
затратам прибавляют стоимость строительных работ по соответствующим нормам и
расценкам.
При замене действующего
оборудования новым, капитальные затраты определяются по формуле:
 [11, стр. 159] (15.1.2)
[11, стр. 159] (15.1.2)
где Кз – капитальные
затраты на замену действующего оборудования новым, руб.; Ос –
остаточная стоимость заменяемой техники, руб.; Здем – затраты на
демонтаж, руб.; Вр – выручка от реализации заменяемой техники, руб.
При наличии нескольких
вариантов новой техники для выбора более эффективной из них рассчитывают
сравнительную экономическую эффективность вариантов. Для этого по каждому
варианту определяют приведенные затраты по формуле:
 [12, стр. 208] (15.1.3)
[12, стр. 208] (15.1.3)
где Зпр – приведенные
затраты, руб.; Сi – себестоимость единицы продукции по каждому
варианту, руб.; Ен – нормативный коэффициент эффективности
использования капитальных затрат, Ен =0,15; Кyi –
удельные капитальные затраты по каждому варианту, руб.
Для выявления
преимущества новой техники по сравнению с действующей или другими вариантами
рассчитывают себестоимость единицы продукции по всем статьям затрат или только
по тем, которые изменяются.
Расчет капитальных и
текущих затрат при сравнении двух вариантов однотипного оборудования ведется с
использованием исходных данных, приведенных в таблице 15.1.1
Таблица 15.1.1 Исходные данные
| Наименование показателя |
Наименование и марка оборудования |
| Агрегат Р3-ФХТ для измельчения и
посола мяса |
Посолочный агрегат Я2-ФРЛ |
|
1. Паспортная часовая производительность, кг/ч
2. Время эффективной работы оборудования за смену, час
3. Режим работы предприятия (число рабочих смен в год)
4.Суммарная мощность электродвигателей, кВт
5. Габаритные размеры, мм
- длина
- ширина
- высота
6. Число рабочих обслуживающих оборудование, чел.
7. Разряд рабочего
8. Часовая тарифная ставка по разряду, руб.
9. Стоимость оборудования, руб.
|
2000
7,5
500
29,7
3580
3100
3112
2
5
2744,00
43000000
|
3500
7,5
500
38,2
4325
2610
3112
2
5
2744,00
56000000
|
Для выполнения расчетов
экономической эффективности внедрения производства новой техники использованы
нормативные и справочные данные, приведенные в таблице 15.1.2/
Таблица
15.1.2 Нормативные и справочные данные
Наименование
показателя
|
Единица измерения |
Значение показателя |
|
1. Стоимость 1 кВт электроэнергии
2. Стоимость 1 кв. м производственной площади
3. Расходы на доставку
4. Расходы на монтаж
5. Размер премии рабочего
6. Доплаты и дополнительная заработная плата
7. Отчисления в органы социального страхования
9. Отчисления в фонд обязательного страхования
10. Норма амортизации
- оборудования
- зданий
11. Расходы на содержание и текущий ремонт
- оборудования
- зданий
12. Расходы на обтирочные и смазочные материалы
13. Расходы на охрану труда и технику безопасности
14. Расходы по обслуживанию производства и управлению
ремонтным хозяйством
|
руб.
руб.
%
%
%
%
%
%
%
%
%
%
%
%
%
|
228
402000
15
10
30
30
35
0,8
15,2
1,2
5,5
4,4
2
3
110
|
Определение годового
объема производства продукции
Годовой объем производства продукции определяется по формуле:
 [12, стр. 64] (15.1.4)
[12, стр. 64] (15.1.4)
где Вг – годовой объем
продукции, т; Пчас – паспортная часовая производительность
оборудования, т/ч; tэф – время эффективной работы оборудования за
смену, час; Р – количество рабочих смен в год.
Годовой объем производства продукции по сравниваемым
вариантам техники равен:
2·7,5·500=7500т
3,5·7,5·500=13125т
Определение балансовой
стоимости оборудования и удельных капитальных затрат
Балансовая стоимость оборудования определяется по формуле
(15.1.1) и включает в себя стоимость оборудования, расходы на доставку и
монтажные работы.
Определяем затраты на
доставку оборудования:
430000000·0,15= 6450000 руб.
56000000·0,15= 8400000 руб.
Определяем затраты на
монтажные работы по вариантам оборудования:
 руб.
руб.
 руб.
руб.
Определяем балансовую
стоимость оборудования:
 53750000 руб.
53750000 руб.
 70000000 руб.
70000000 руб.
Удельные капитальные
затраты – это затраты на единицу продукции которые рассчитываются по формуле:
 [11, стр. 160] (15.1.5)
[11, стр. 160] (15.1.5)
где Куд – удельные
капитальные затраты, руб.; Кб – балансовая стоимость оборудования, руб.;
Вг – годовой объем продукции, т.
 руб.
руб.
 руб.
руб.
Определение заработной
платы рабочих обслуживающих оборудование
Тарифный фонд заработной
платы рабочих обслуживающих оборудование определяется по формуле:
 [11, стр. 121] (15.1.6)
[11, стр. 121] (15.1.6)
где Зт – тарифная заработная
плата, руб.; Чраб – численность рабочих обслуживающих оборудование,
чел; Тчас – часовая тарифная ставка по разряду, руб.; Фэф
– фонд рабочего времени одного рабочего в год, чел.-час; Вг –
годовой объем продукции, т.
Фонд рабочего времени
одного рабочего на 2009 год принимаем в размере 2033 часа.
Определяем тарифный фонд заработной
платы рабочих обслуживающих оборудование по сравниваемым вариантам:
 руб.
руб.
 руб.
руб.
Определяем премиальный
фонд заработной платы рабочих обслуживающих оборудование:
 руб.
руб.
 руб.
руб.
Определяем основную заработную
плату, которая включает в себя тарифный фонд и премию:
2975,23+892,57=3867,8
руб.
 руб.
руб.
Доплаты и дополнительную заработную
плату принимаем условно в размере 30% от основной заработной платы:
 руб.
руб.
 руб.
руб.
Общий фонд заработной
платы рабочих составляет:
 руб.
руб.
 руб.
руб.
Определение отчислений
в органы социального страхования и другие внебюджетные фонды
Согласно налоговому законодательству РБ установлены следующие
ставки
обязательных отчислений:
в органы социального страхования – 35 %, в фонд обязательного страхования – 0,8
% от расходов на оплату труда рабочих.
Определяем сумму
отчислений в органы социального страхования:
 руб.
руб.
 руб.
руб.
Определяем сумму
отчислений на обязательное страхование:
5088,14·0,008=40,70
руб.
2873,22·0,008=22,98
руб.
Общая сумма отчислений во
внебюджетные фонды по сравниваемым вариантам оборудования составляет:
1780,84+40,70=1821,54
руб.
1005,62+22,98=1028,60
руб.
Расчет энергетических
затрат
К энергетическим затратам
относят затраты на все виды топливно-энергетических ресурсов потребляемых для
производства продукции. Потребность и стоимость электроэнергии на единицу
продукции определяются по суммарной мощности установленных электродвигателей,
действующих тарифов на электроэнергию и паспортной производительности
оборудования.
На единицу продукции
стоимость потребляемой электроэнергии определяется по формуле:
 [11, стр. 121] (15.1.7)
[11, стр. 121] (15.1.7)
где Зэл – затраты на
электроэнергию; Мэл – суммарная мощность электродвигателей, кВт; Ки.м
– коэффициент использования мощности электродвигателей, Ки.м =
0,8; Сэл – стоимость 1 кВт электроэнергии по действующему тарифу,
руб.; Пчас – паспортная часовая производительность оборудования,
т/час.
Определяем затраты на
обтирочные и смазочные материалы по сравниваемым вариантам техники:
 руб.
руб.
 руб.
руб.
Определяем затраты на
электроэнергию по формуле (15.1.7) по сравниваемым вариантам техники:
 руб.
руб.
 руб.
руб.
Расчет амортизационных
отчислений оборудования и зданий
Амортизационные
отчисления оборудования и зданий определяются по установленным нормам
амортизации и стоимости основных фондов предприятий.
Размер ежегодных
амортизационных отчислений оборудования, зданий и сооружений определяется по
формуле:
 [5, стр. 74] (15.1.8)
[5, стр. 74] (15.1.8)
где АО – сумма ежегодных
амортизационных отчислений, руб.; Ф – стоимость основных фондов, руб.; На
– норма амортизационных отчислений, %.
Определяем размер ежегодных амортизационных отчислений по
сравниваемым вариантам оборудования:
 руб.
руб.
 руб.
руб.
Сумма амортизационных
отчислений на единицу продукции рассчитывается путем деления годовой суммы
отчислений на годовой объем продукции.
Результаты расчета
амортизационных отчислений сводим в таблицу 15.1.3.
Таблица 15.1.3 Амортизационные
отчисления оборудования
| Марка оборудования |
Балансовая стоимость оборудования, руб. |
Норма амортизации оборудования, % |
Сумма амортизации, руб. |
| на весь выпуск продукции |
на единицу продукции |
|
1.Агрегат Р3-ФХТ для измельчения и посола мяса
2. Посолочный агрегат Я2-ФРЛ
|
53750000
70000000
|
15,2
15,2
|
8170000
10640000
|
1089,33
810,67
|
Размер ежегодных амортизационных отчислений зданий и
сооружений определяется по формуле:
 [11, стр. 161] (15.1.9)
[11, стр. 161] (15.1.9)
где Спл – стоимость
производственной площади, занимаемой оборудованием, руб.; На – норма
амортизации зданий, %.
Определяем стоимость производственной площади занимаемой
оборудованием:
3,58·3,1·402000=4461396
руб.
4,325·2,61·402000=4537876,5
руб.
Результаты расчета
амортизационных отчислений зданий сводим в таблицу 15.1.4
Таблица
15.1.4 Амортизационные отчисления зданий
| Марка оборудования |
Стоимость производственной
площади, руб.
|
Норма амортизации зданий, % |
Сумма амортизации, руб. |
| на весь выпуск продукции |
на единицу продукции |
|
1. Агрегат Р3-ФХТ для измельчения и посола мяса
2. Посолочный агрегат Я2-ФРЛ
|
4461396
4537876,5
|
1,2
1,2
|
53536,75
544545,51
|
7,14
4,15
|
Расчет затрат на
содержание и текущий ремонт оборудования изданий
Затраты на содержание и
текущий ремонт оборудования и зданий определяется исходя из стоимости и
установленных норм.
Определяем расходы на
содержание и текущий ремонт оборудования на единицу продукции по сравниваемым
вариантам техники:
 руб.
руб.
 руб.
руб.
Определяем расходы на
содержание и текущий ремонт зданий на единицу продукции по сравниваемым
вариантам техники:
 руб.
руб.
 руб.
руб.
Расчет затрат на
охрану труда и технику безопасности
Затраты на охрану труда и
технику безопасности рассчитываются по установленной норме от расходов на
оплату труда рабочих обслуживающих оборудование.
Определяем затраты на
охрану труда и технику безопасности по двум вариантам оборудования:
5088,14·0,03=152,64
руб.
2873,22·0,03=86,19
руб.
Расчет затрат по
обслуживанию производства и управлению ремонтным хозяйством
Затраты по обслуживанию
производства и управлению ремонтным хозяйством принимаем в размере 110% от
расходов на оплату труда рабочих, обслуживающих оборудование.
Определяем сумму затрат
по обслуживанию производства и управлению ремонтным хозяйством по двум вариантам
оборудования:
5088,14·1,1=5596,95
руб.
2873,22·1,1=3160,54
руб.
Рассчитав все затраты на
эксплуатацию оборудования сводим их в таблицу 15.1.5 расположенную ниже:
Таблица 15.1.5 Эксплуатационные
затраты оборудования
| Статья затрат |
Сумма затрат, руб. |
| Агрегат Р3-ФХТ для измельчения и
посола мяса |
Посолочный агрегат
Я2-ФРЛ
|
|
1. Расходы на оплату рабочим, обслуживающим оборудование
2. Отчисления в органы социального страхования
3. Энергетические затраты (электроэнергия)
4. Амортизация основных фондов
- оборудования
- зданий
5. Расходы на содержание и текущий ремонт
- оборудования
- зданий
6. Расходы на обтирочные и смазочные материалы
7. Расходы на охрану труда и технику безопасности
8. Расходы по обслуживанию производства и управлению
ремонтным хозяйством
|
5088,14
1821,24
2708,64
1089,33
7,14
394,17
26,17
143,33
152,64
5596,95
|
2873,22
1028,60
1548,37
810,67
4,15
293,33
15,21
106,67
86,19
3160,54
|
| Итого |
17027,75 |
9926,95 |
15.2
Расчет срока окупаемости и коэффициента использования капитальных затрат
Рассчитав
эксплуатационные затраты по двум вариантам оборудования, видно, что затраты при
эксплуатации посолочного агрегата Я2-ФРЛ меньше, чем на агрегате
Р3-ФХТ для измельчения и
посола мяса.
Экономия полученная от
снижения затрат в течении года с момента внедрения более экономичной марки
оборудования, называется условно-годовой экономией.
Условно-годовая экономия
определяется по формуле:
 [11, стр. 162] (15.2.1)
[11, стр. 162] (15.2.1)
где Эу.г – условно-годовая
экономия, руб.; Сд и Сп – эксплуатационные затраты на
единицу продукции до и после внедрения нового оборудования, руб.; Вг.п
– годовой выпуск продукции после внедрения, тонн.
Определяем
условно-годовую экономию от внедрения в производство:
 руб.
руб.
Сопоставив затраты на
внедрение нового оборудования с возможной экономией можно определить срок
окупаемости капитальных затрат на внедрение.
Срок окупаемости
внедрения в производство новой техники определяется по формуле:
 [11, стр. 163] (15.2.2)
[11, стр. 163] (15.2.2)
где Ток – срок окупаемости
капитальных затрат, года; Кз – капитальные затраты на внедрение в
производство нового оборудования, руб.; Эу.г – условно-годовая
экономия от внедрения, руб.
Определяем срок
окупаемости внедрения в производство посолочного агрегата Я2-ФРЛ:
Величина, обратная сроку
окупаемости, называется коэффициентом эффективности использования капитальных
затрат, который показывает размер экономии с одного рубля капитальных затрат на
внедрение оборудования.
Расчетный коэффициент
эффективности использования капитальных затрат определяется по формуле:
 [11, стр. 164] (15.2.3)
[11, стр. 164] (15.2.3)
где Ер – коэффициент
эффективности использования капитальных затрат, года; Ток – срок
окупаемости капитальных затрат, года; Эу.г – условно-годовая
экономия от внедрения, руб.; Кз – капитальные затраты на внедрение в
производство нового оборудования, руб.
Определяем расчетный
коэффициент эффективности использования капитальных затрат:
15.3
Расчет экономического эффекта от внедрения более экономичной марки оборудования
Годовой экономический эффект
от внедрения более экономичной марки оборудования определяем по формуле:
 [11, стр. 165] (15.3.1)
[11, стр. 165] (15.3.1)
где Эф – экономический эффект от внедрения в производство
новой техники, руб.; Сд и Сп – эксплуатационные затраты на единицу продукции до и
после внедрения, руб.; Ер – нормативный коэффициент эффективности использования
капитальных затрат; Куд, Куп – удельные капитальные затраты до и после внедрения
нового оборудования, руб.
Определяем расчетный
экономический эффект от внедрения:
 руб.
руб.
Рассчитав показатели
экономической эффективности по сравниваемым маркам оборудования, можно сделать
вывод о том, что внедрение посолочного агрегата Я2-ФРЛ экономически
целесообразно, так как эта марка имеет лучшие технико-экономические показатели.
Технико-экономические
показатели по сравниваемым вариантам техники сводим в таблицу 15.3.1.
Таблица 15.3.1 Технико-экономические
показатели оборудования
| Наименование показателя |
Значения показателя по вариантам
техники |
| Агрегат Р3-ФХТ для измельчения и
посола мяса |
Посолочный агрегат Я2-ФРЛ |
|
1. Паспортная часовая производительность, т/час
2. Капитальные затраты, руб.
3. Удельные капитальные затраты, руб.
4. Эксплуатационные затраты на единицу продукции, руб.
5. Срок окупаемости капитальных затрат, лет
6. Расчетный экономический эффект, руб.
|
2000
53750000
7166,67
17027,75
¾
¾
|
3500
70000000
5333,33
9926,95
0,75
124479363,8
|