Курсовая работа: Проект цельномолочного цеха в городе Барнаул
Министерство образования Российской Федерации.
Кемеровский Технологический Институт Пищевой
Промышленности.
Кафедра технологии молока и молочных продуктов.
Расчетно-пояснительная записка
К курсовому проекту по дисциплине "Технология
Молока и молочных продуктов" специальность 0608.
Тема: "Проект цельномолочного цеха в городе Барнаул".
Выполнила: ст. гр. ЭУ-63 .
Уткина Г.
Руководитель: Буянова И. В.
Кемерово
Кемеровский Технологический Институт Пищевой
Промышленности.
Кафедра: "Технология молока и молочных
продуктов".
Задание по курсовому проектированию.
Студентка:
Уткина Г., курс 4 гр. ЭУ - 63
1.
Тема: проект цельномолочного цеха
в г. Барнаул с численностью населения 578000 чел.
2.
Задание на специальную разработку:
Молоко пастеризованное жирностью 3,5 %.
Ацидофильно-дрожжевое молоко жирностью 3,2 %.
Ряженка жирностью 4 %.
Творог "Столовый" жирностью 2%.
3.
Перечень обязательного
графического материала:
1 лист. Схема технологического процесса производства
4.
Срок сдачи законченного проекта
декабря года.
5.
Руководитель: Буянова И.В.
Дата выдачи проекта:
Содержание.
Введение. . . . . . . . . . . . 4
1
Направление переработки сырья. . . . . . . . 6
2
Выбор способа производства продуктов. . . . . . . 9
3
Продуктовый расчет. . . . . . . . . . 11
4
Подбор и расчет технологического оборудования. . . . . 16
5
Расчет площадей и компоновка цеха. . . . . . . . 18
5.1
Расчет площадей. . . . . . . . . . 18
5.2
Компоновка производственного корпуса с расстановкой оборудования. . 19
Приложение
1 . . . . . . . . . . 20
Приложение
2 . . . . . . . . . . 23
Список
использованной литературы. . . . . . . . 24
Введение.
В
настоящее время, несмотря на кризис, молочная промышленность является одной из
важнейших среди перерабатывающих отраслей.
Тысячелетиями
молоко и молочные продукты были постоянной пищей человека, но промышленное
производство с его машинами и механизмами, множеством рабочих долго не
вторгалось в эту область - уж очень деликатными продуктами были молоко и его
производные: сливки, сметана, творог, сыр.
В России товарное молочное хозяйство зародилось в
конце 18 века, когда помещичьих усадьбах были организованы сыроварни с
изготовлением для рынка не только сыра, но и топленого масла, сметаны творога.
Первая сыроварня начала работать в 1795 году в имении
Лотошино Лотошинского уезда Смоленской области. Уже в 1866 году в селе
Отроковичи Тверской губернии была открыта артельная сыроварня, а в селе
Едимоново школа мастеров. С развитием капитализма в России и ростом городского
населения увеличился спрос на молочные продукты, в связи с чем молочное
хозяйство принимает торговый предпринимательский характер. Крестьянскими
артелями и скупщиками молока открываются мелкие кустарные молочные заводы.
Развитию маслоделия и сыроделия способствовало
строительство Ярославско-Вологодской и транссибирской железной дороги, а также
внедрение сепараторов для получения сливок.
Первые городские молочные заводы, перерабатывающие в
сутки до 120 тонн молока, были построены в 1860-1864 годах. Первый завод
сгущенного молока был построен в 1891 году близ г. Оренбурга. В 20 веке была
создана молочно-консервная промышленность, освоено промышленное производство
мороженного, плавленых сыров. Рассмотрим историю возникновения основных
технологических процессов, которые фактически определили промышленное
производство молочной продукции.
Процесс год
появления и реализации
Сепарирование 1879
Пастеризация
1882
Сгущение
с сахаром 1868
Сгущение
со стерилизацией 1881
Культивирование
микроорганизмов 1882
Получение
молочного сахара 1881
Гомогенизация 1892
Ультрафиолетовое
облучение 1903
Сушка
молока
1885-1904
Отсюда
можно считать, что процессы, определяющие современные технологии молочных
продуктов, были предложены и получили промышленное использование более 90-100
лет тому назад.
В настоящее время молочная промышленность России
объединяет более 2230 предприятий, в том числе более 900 гормолзаводов около
600 сыродельных заводов, 592 маслозавода, более 100 заводов по производству
сухого молока и ЗЦМ.
Переход экономики на рыночные отношения обнажил
недостатки существовавшей экономики, а отсутствие продуманной программы реформ
породило множество новых негативных явлений. В настоящее время центральное
место в экономической реформе принадлежит созданию рынка сырья и
продовольствия, переработки молочного сырья и реализации готовой продукции.
В молочной промышленности в 1996 году при уменьшении
поступления молока для промышленной переработки по сравнению с 1995 годом на 22
%, производство молочных консервов увеличилось на 3 %, выработка сыров
снизилась на - 13 %.сухих обезжиренных молочных продуктов - 16 %,
цельномолочной - на 7 %.
Сокращение сырьевых ресурсов вызвало снижение объемов
производства молочных продуктов (в 1996 г. по сравнению 1995 г.). Так
производство масла животного составило 89%, сыра жирного 90 %, цельномолочной
продукции - 93 %.
В целом по отрасли достигнут рост по производству
сухого цельного молока на 109%, молочных консервов - на 105 %. Наметилась
тенденция к стабилизации положения с выработкой цельномолочной продукции.
Обновился и расширился ассортимент. По сравнению с 1995 годом увеличился выпуск
пользующийся спросом продукции.
Однако, как и в 1996-97 годах, предприятия молочной
промышленности испытывают острый недостаток в молочном сырье, необходимом для
увеличения производства молочных продуктов.
Исходя из выше изложенного, можно сформулировать
задачи, которые стоят перед молочной промышленностью в настоящее время.
Необходима разработка индивидуальных планов структурной перестройки
производства. Осуществление плана на основе лизинга, а также счет собственных и
привлеченных денежных средств позволит создать уникальные производственные
мощности по выработке молочных продуктов.
Следует формировать принципиально новые системы
заготовок молока, создавать условия по привлечению на переработку
дополнительных объемов молочного сырья.
Расширение рынков сбыта выпускаемой продукции,
создание автомобильного транспорта с охлаждением - все это позволит сформировать
местные производственные рынки молочной продукции.
Активный процесс становления новой культуры
производственных отношений, изменений подходов в работе с людьми, формирование
высококвалифицированной команды специалистов несомненно, приведет к экономической
стабилизации предприятий молочной промышленности.
Для выхода из сложившейся ситуации есть два пути. Один
из них - государственные мероприятия, связанные с вложением больших
материальных и финансовых средств в молочную промышленность и животноводство в
настоящее время не реально. Второй путь наиболее реальный и целесообразный. Он
заключается в том, что наука совместно с промышленностью должны определить
рациональные этапы повышения эффективности функционирования предприятий. Роль
науки в связи с этим приобретает особое значение.
В молочной промышленности приоритетными направлениями
научных исследований следует считать:
ü Создание ресурсосберегающих технологий по замкнутому и
законченным циклам производства;
ü Создание комбинированных продуктов целевого и
лечебно-профилактического назначения;
ü Использование обезжиренного молока, пахты и молочной
сыворотки на производство продуктов питания;
ü Создание новых видов микробиологических препаратов;
ü Разработка новых видов тароупаковочных материалов и
покрытий;
ü Автоматизация и компьютеризация основных
технологических процессов производства молочных продуктов.
Направление переработки сырья.
Молоко на
предприятия закупается согласно ГОСТу 13264-88:
Молоко
должно быть цельным, свежим и полученным от здоровых коров, иметь чистый,
сладковатый вкус и запах, свойственный свежему молоку. Цвет от белого до
светло-кремового, без каких-либо цветных пятен и оттенков. По консистенции это
однородная жидкость без сгустков белка и комочков жира, без осадка, плотностью
не ниже 1027 кг/м3. Не подлежит приемке молока в первые 7 дней после
отела и старо дойное молоко за 10-15 дней перед запуском коровы. Не допускается
в молоке резко выраженных кормовых привкусов, а также молоко со стойким запахом
химикатов и нефтепродуктов с добавлением нейтрализующих веществ, с остаточным
содержанием химических средств защиты растений и животных, а также
антибиотиков, с прогорклым, затхлым привкусом, тягучей консистенции. Молоко
подразделяется по сортам.
Таблица 1.1
"Характеристика молока по сортам".
| Наименование показателя. |
сорт |
| высший |
первый |
Второй |
| Плотность г/см., не менее |
1,027 |
1,027 |
1,027 |
|
Температура при приемке, 0
С
|
10 |
10 |
Не учитывается |
| Кислотность |
16-18 |
16-20 |
Не выше 21 |
| Степень чистоты по
эталону |
1 |
1 |
2 |
| Бактериальная обсемененность,
не ниже класса |
1 |
1 |
2 |
| Бактериальная
обсемененность |
До 300 |
300-500 |
500-4000 |
| Содержание сомотических
клеток тыс. шт. (не более) |
500 |
1000 |
1000 |
| Консистенция |
Однородная жидкость без осадка и хлопьев. |
| Вкус и запах |
Свойственный для
молока без посторонних запахов и вкусов. |
Допускается слабо
выраженный кормовой привкус |
|
|
|
|
|
Молока
должно поступать на заводы предварительно профильтрованным и охлажденным.
В
качественную оценку молока при приемке на заводе входит определение степени
чистоты по эталону, бактериальной обсемененности, титруемой кислотности.
Для
определения степени чистоты по эталону применяют приборы разнообразной
конструкции. По содержанию механических примесей молоко в соответствии с
эталоном, предусмотренным ГОСТом, разделяют на три группы: в молоке 1 группы на
фильтре отсутствуют частицы механических примесей, 2 - на фильтре
обнаруживаются отдельный частицы3 - на фильтре имеется заметный осадок частиц
механических примесей.
Бактериальную
обсемененность молока определяют по редуктазной пробе и относят молоко к одному
из 4 классов. К классу 1 относят молоко, содержащее менее 0,5 млн. бактерий в 1
мл. Это хорошее в бактериальном отношении молоко можно использовать в
производстве различных молочных продуктов. К классу 2 относят
молоко, содержащее до 4
млн. бактерий в 1 мл. в молоке класса 3 содержится до 20 млн. бактерий в 1 мл.
молоко класса 4 не принимают заводы молочной промышленности.
Молоко
кислотностью не выше 21 0Т, бактериальной обсемененностью не ниже 3
класса и степенью чистоты не ниже 2 группы, а также молоко от больных или
подозреваемых в заболевании коров, использование в пищу которого разрешается
после термической обработки, принимается как не сортовое.
Молоко
кислотностью свыше 21 0Т считается некондиционным и приемке не подлежит.
Расчеты
за сданное молоко проводятся по базисной жирности и содержанию белка
соответствующим средним нормам для данного сырья. При приемке проводят также
контроль молока на санитарно-биологическое состояние (раз в декаду), на
механическую загрязненность, на бактериологическую обсемененность.
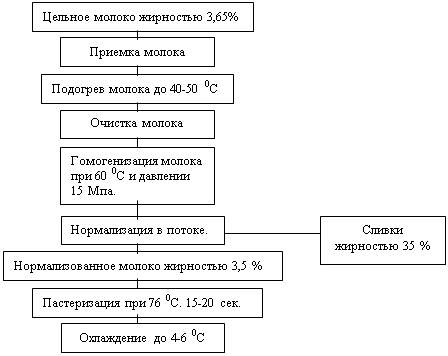
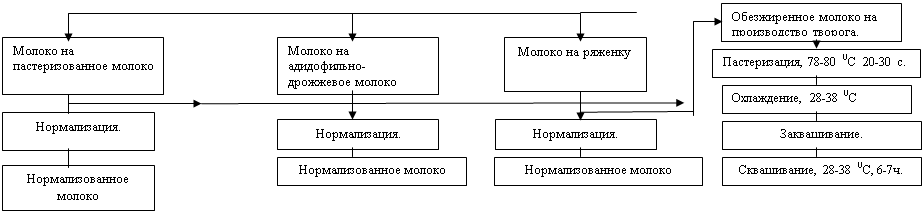
Схема направления переработки молока.
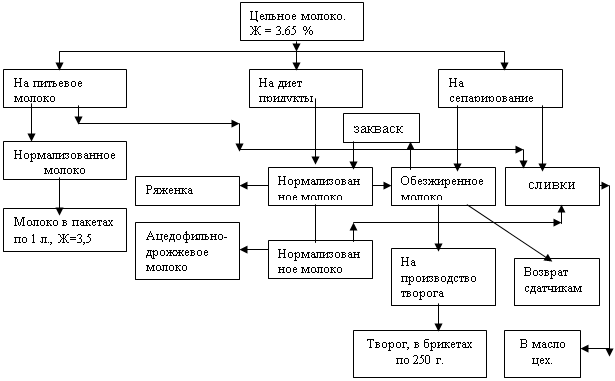
Рис. 1.1
Таблица 1.2 "Ассортимент
вырабатываемой продукции и вид упаковки."
| Ассортимент продукции. |
Вид упаковки. |
| Молоко пастеризованной, 3,5
% ж. |
Пакеты по 1 л. |
| Ацедофильно-дрожжевое
молоко, 3,2 % ж. |
Бутылки по 500 см3
|
| Ряженка, 4 % ж. |
Бутылки по 500 см3
|
| Творог Столовый, 2 % ж. |
Брикеты по 250 г. |
Таблица
1.3 "Основные физико-химические показатели вырабатываемых продуктов".
| Наименование продуктов |
Массовая доля в % |
Титруемая кислотность 0Т
|
Плотность, кг./м3
|
Обозначения ГОСТа, ОСТа, ТУ |
| Жира |
Влаги |
сахарозы |
| Пастеризованное молоко |
3,5 |
- |
- |
21 |
1027 |
ГОСТ 13277-79 |
| Ацедофильно-дрожжевое молоко |
3,2 |
|
5 |
80-120 |
|
|
| Ряженка. |
4 |
|
|
80-110 |
|
|
| Творог. |
2 |
76 |
- |
220 |
|
|
2 Выбор способа производства продуктов.
Принятое
цельное молоко подвергается подогреву до 40 - 45 0С и очистке на
сепараторах молокоочистителях. Затем молоко нормализуется путем отделения
сливок на сепараторах-нормализаторах. После этого молоко подогревается до 62-630С
и гомогенизируется при давлении 10-15 МПа. Нормализованное и гомогенизированное
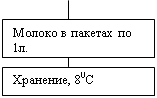
молоко пастеризуется при 76 0С с выдержкой 15-20 с. Затем молоко
охлаждается до 4-6 0С. Охлажденное молоко разливается в
полиэтиленовый пакеты по 1л. розлив молока в полиэтиленовый пакеты
осуществляется на автоматах "Фин-пак", предназначенных для
изготовления пакетов, наполнения их молоком и автоматической укладки их в
ящики. В отличии от бутылок пакеты используются однократно. При этом исключатся
сложный процесс мойки, сокращаются необходимый площади, численность
обслуживающего персонала, расход энергии, моющих средств и воды, улучшаются
санитарные условия производства. Полимерная тара значительно легче бутылок и
поэтому удобна для потребителя и транспортировки.
Пастеризованное молоко после розлива храниться при
температуре 0-8 0С не более 36 часов.
Существует 2 способа производства кисломолочных
напитков - резервуарный и термостатный. В этом проекте кисломолочные напитки
будут производиться резервуарным способом, т.к. этот способ по сравнению с
термостатным имеет ряд преимуществ. А именно: он позволяет уменьшить
производственный площади за счет ликвидации термостатных камер и сокращения
площадей холодильных камер. За счет этого увеличится съём продукции с 1 м2
производственной площади и снижается расход холода и тепла. резервуарный способ
производства кисломолочных напитков позволяет осуществить более полную
механизацию и автоматизацию производственных процессов, снизить затраты труда
более чем на 25% и повысить его производительность на 35 - 37%.
Так как творог "Столовый" нельзя
производить на механизированных и автоматизированных линиях по производству
творога, то я предлагаю использовать творогоизготовители конструкции ВНИИМС.
Творогоизготовители используют для получения творожного сгустка и его прессования
прессующей ванной для выработки всех видов творога.
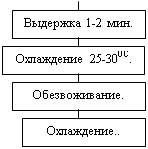
Технологический процесс производства творога таким
способом включает следующие последовательно осуществляемые технологические
операции: нормализацию молока, пастеризацию, гомогенизацию, охлаждение,
заквашивание, сквашивание, охлаждение, розлив и хранение.
Преимущества этого метода состоят в том, что
происходит механизация наиболее трудоемких процессов и снижаются затраты
ручного труда и в результате ликвидации мешочков снижаются потери жира.
Продуктовый расчет.
1.
Сменная мощность:
М1
= 210*578000/600 = 202,3 т./см.
М
= М1 *1,25 = 252,875 т./см.
М
= 252,875*600 = 151,725 т./год
Вырабатывается
молока и диет продуктов:
Мг.п.
= 578000*116 =111,747 т./см.
600
из
них: молоко М = 111,747/2 = 55,8735 т./см.
адидофильно-дрожжевое молоко 55,8735/2 = 27,937 т./см.
ряженка 55,8735/2 = 27,937 т./см.
вырабатывается
творог "Столовый":
Мг.п.
= 578000*8,8 = 8,478 т./см.
600
2.
Производство
пастеризованного молока жирностью 3,5 %.
Рн.м.
= 1000(1+П/100) = 1000(1+0,99/100)=1009,9 т.
Мн.м.
= Мг.п. * Рн.м. = 55,874*1009,9 = 56,427 т.
1000
1000
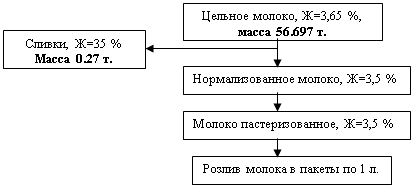
Нормализация
в потоке:
Мм.
= Мн.м.(Жсл. - Жн.м.) = 56,427(35-3,5)
= 56,697 т.
Жсл. - Жм. 35 - 3,65
Мсл.
= Мм(Жм - Жн.м.) = 56,697(3,65-3,5)
= 0,27 т.
Жсл. - Жн.м. 35-3,5
Проверка:
Мн.м. = Мм -Мсл.
Мн.м.
= 56,697-0,27 = 56,427 т.
3.
Производство ацидофильно-дрожжевого молока жирностью 3,2 %.
Жн.м.
= 100*Жг.п. -РзЖз
100-Рз
Жн.м.
= 100*3,2-0,05*5 = 3,37 %
100-5
Мз
= Мн.см.*Рз./(100-Рз.)
Мз.
= 28,233*5/(100-5) = 1,486 т.
Рн.м.
= 1000(1+П/100)=1000(1+1,06/1000=1010,6 т.
Мн.см.
= Мг.п.*Рн.м. = 27,937*1010,6 = 28,233
1000
1000
Мн.м.
=Мн.см. - Мз.
Мн.см.
= 28,233-1,486 = 26,747 т.
Уточнение
жирности молока.
Жн.м.п
= 100Жг.п. - Рз.*Жэ. = 100*3,2-5*0,05
= 3,37 %
100-Рз. 100-5
Жн.м.
= Жн.м.п * 0,98,6 = 3,32 % (для
закрытых ёмкостей)
100
Рн.см.
= 1000(1+П/100) = 1000(1+1,05/100) = 1010,5 т.
Мз.
= (Рн.см. -14)/Рз. = (1010,5-14)/5
= 2,098 т.
100-Рз.
100 - 5
Мн.см.
= Мг.п.*Рн.см. = 27,937*1010,5 =
28,23 т.
1000 1000
Мн.м.
= Мн.см. -Мз.
Мн.м.
= 28,23-2,098 = 26,132 т.
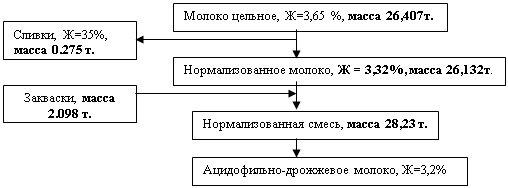
Мм.
= Мн.м.(Жсл. -Жн.м.) = 26,132(35-3,32)
= 26,407 т.
Жсл.-Жм. 35
- 3,65
Мсл.
= Мм.(Жм.-Жн.см.) = 26,407(3,65-3,32)
= 0,275 т.
Жсл.
- Жн.м. 35 - 3,32
Проверка:
Мм.
=Мн.м. + Мсл.
Мм.
= 26,132-0,275=26,407 т.
3.
Производство ряженки
жирностью 4%.
Жн.м.
= 100*Жг.п. -РзЖз = 100*4
- 5*0,05 = 4,2 %
100-Рз
100 - 5
Рн.м.
= 1000(1+П/100)=1000(1+1,16/100) = 1011,6 т.
Мн.см.
= Мг.п.*Рн.м. 27,937*1011,6 = 28,261 т.
1000
1000
Мз
= Мн.см.*Рз./(100-Рз.) = 28,261*5/(100-5) =
1,487 т.
Мн.м.
=Мн.см. - Мз.
Мн.м.
=28,261-1,487 = 26,774 т.
Уточнение
жирности молока.
Жн.м.п
= 100Жг.п. - Рз.*Жэ. = 100*4 -
5*0,05 = 4,208 %
100-Рз. 100-5
Жн.м.
= Жн.м.п * 0,98,6 = 4,149 % (для закрытых
ёмкостей)
100
Рн.см.
= 1000(1+П/100) = 1000(1+1,15/100) = 1011,5 т.
Мз.
= (Рн.см. -14)/Рз. = (1011,5-14)/5
= 2,1 т.
100-Рз.
100 - 5
Мн.см.
= Мг.п.*Рн.см. = 27,937*1011,5 =
28,258 т.
1000 1000
Мн.м.
= Мн.см. -Мз.
Мн.м.
= 28,258-2,1 = 26,158 т.
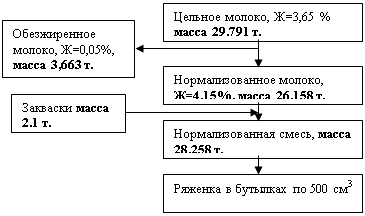
Мм.
= Мн.м.(Жн.м. - Жоб.) = 26,158(4,15
- 0,05) = 29,791 т.
Жм. - Жоб. 3,65-0,05
Моб.
= Мм.(Жн.м. - Жм.) = 29,791(4,15 -
3,65) = 3,633 т.
Жн.м.
- Жоб 4,15 - 0,05
Проверка:
Мн.м. = Мм. - Моб.
Мн.м.
=29,791 - 3,633 = 26,158 т.
4.
Производство творог
"Столового".
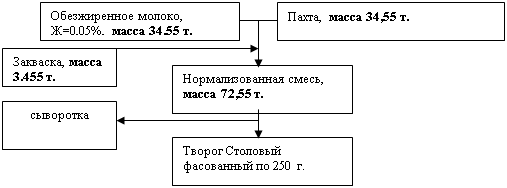
Жн.см.
= 0,25%
Рн.см
= 8,5 т.
Мтв.
= Мг.п. 100 = 8,478*100 = 8,536 т.
100-П2
100-0,68
Мн.см.
= Рн.см * Мтв. = 8,5*8,536 = 72,556 т.
100
100
Мз.
= Мн.см * Кз. = 72,556*5 = 3,455
т.
100+Кз. 100+5
Мсм.+пах.=
Мн.см.- Мз. = 72,556-3,455 = 69,101 т.
Моб.
= 69,101/2 = 34,55 т.
Мпах.
= 69,556/2 = 34,55 т.
5.
6.
Сводная таблица показателей
продуктового расчета.
Табл. 5.1"Сводная
таблица продуктового расчета".
| Движение сырья и продукта |
Массовая
доля жира, %
|
Масса продукта, т. |
| В смену |
В год |
| 1 Приход молока на комбинат. |
3,65 |
252,875 |
151725 |
|
2. Готовый продукт
|
| - Молоко пастеризованное |
3,5 |
55,874 |
33524,4 |
| - Ацедофильно-дрожжевое
молоко |
3,2 |
27,937 |
16762,2 |
| - Ряженка. |
4 |
27,937 |
16762,2 |
| - Творог. |
2 |
8,478 |
5086,8 |
|
3. Расход молока при производстве.
|
| - Молоко пастеризованное |
3,65 |
56,697 |
34018,2 |
| - Ацедофильно-дрожжевое
молоко |
3,65 |
26,407 |
16444,2 |
| - Ряженка. |
3,65 |
29,791 |
17874,6 |
| - Творог. |
- |
- |
- |
| - Сепарирование |
3,65 |
136,82 |
82092 |
| Итого. |
3,65 |
249,715 |
149829 |
|
4. Потери молока при производстве
|
| - Молоко пастеризованное |
3,65 |
0,99 |
594 |
| - Ацедофильно-дрожжевое
молоко |
3,65 |
1,06 |
636 |
| - Ряженка. |
3,65 |
1,16 |
696 |
| - Творог. |
- |
- |
- |
| - На сепарирование |
3,65 |
0,4 |
240 |
| Итого. |
3,65 |
3,61 |
2166 |
|
5. Приход сливок.
|
| - От нормализации |
35 |
0,545 |
327 |
| - От сепарирования |
35 |
14,036 |
8421,6 |
| Итого. |
35 |
14,581 |
8748,6 |
|
6. Расход сливок.
|
| - на нормализацию |
35 |
0 |
0 |
| - в масло цех |
35 |
14,581 |
8748,6 |
| Итого. |
35 |
14,581 |
8748,6 |
|
7. Потери сливок
|
| Итого. |
35 |
0 |
0 |
|
8. Приход обезжиренного молока.
|
| - от сепарирования |
0,05 |
122,383 |
73429,8 |
| - от нормализации |
0,05 |
3,663 |
2197,8 |
| Всего. |
0,05 |
125,702 |
75421,2 |
|
9. Расход обезжиренного молока
|
| - на производство закваски |
0,05 |
7,643 |
4585,8 |
| - на производство творога |
0,05 |
34,55 |
20730 |
| - на возврат сдатчикам |
0,05 |
82,309 |
49385,4 |
| Итого. |
0,05 |
124,502 |
74701,2 |
| Потери обезжиренного молока |
0,05 |
1,2 |
720 |
| - при производстве закваски |
0,05 |
0,6 |
360 |
| - при возврате сдатчикам |
0,05 |
0,6 |
360 |
|
10. Приход сыворотки обезжиренной
|
| - от производства творога |
|
64,02 |
38412 |
| Итого. |
|
64,02 |
38412 |
| - Потери сыворотки |
|
0 |
0 |
|
11 расход сыворотки
|
| - на производство сгущенной
сыворотки |
|
0 |
0 |
| - потери при производстве
сгущенной сыворотки. |
|
0 |
0 |
4 Подбор и расчет технологического оборудования.
Технологическое оборудование подбирается на
основе паспортной производительности и результатов продуктового расчета.
1 Производство пастеризованного молока
осуществляется на оборудовании производительность которого равна 10 т. в час.
При такой производительности все оборудование поточной линии будет работать по
5,6 часа в смену.
2 Производство кисломолочных продуктов.
Предварительная обработка молока: очистка молока 0,5 часа; пастеризация 1 час;
гомогенизация 0,5 часа. Основной технологический процесс производства
ацидофильно-дрожжевого молока протекает в течении примерно 10-12 часов.
Основной технологический процесс производства ряженки протекает примерно за те
же 10-12 часов. В первую смену происходит загрузка сырья для производства
кисломолочных продуктов за 1, а через 2 часа за 2 смену. Тогда 1 часть продукта
будет готова во второй половине второй смены, а 2 часть будет готова к концу
второй смены и будет расфасована до конца второй смены.
3 Производство творога “Столового”. Основной
технологический процесс протекает примерно за 6 часов. Меньше часа происходит
заполнение твогороизготовителей и приготовление нормализованной смеси и почти 2
часа фасовка готового творога. Поэтому фасовка заканчивается уже во второй
смене, а приготовление нормализованной смеси и заполнение освободившихся
творогоизготовителей начинается еще в первой смене.
Таблица 4.1 “Технологическое оборудование”.
| Наименование оборудования |
Тип марка |
производительность |
Габариты, мм. |
Занимаемая площадь |
Количество оборудования |
Общая площадь м2
|
| длина |
ширина |
высота |
| Оборудование для производства пастеризованного
молока |
| Пластинчатый охладитель |
ОО1-У10 |
10 т |
1600 |
700 |
1200 |
1,1 |
1 |
1,1 |
| Резервуар |
РМВЦ-6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
3 |
13,86 |
| Насосы |
36МЦС10-20 |
10 л/ч |
450 |
256 |
390 |
0,115 |
2 |
0,23 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-10 |
10 т |
3700 |
3900 |
1800 |
14,4 |
1 |
14,4 |
| Сепаратор молокоочиститель |
ОМБ-3С |
10 т |
936 |
600 |
1223 |
0,563 |
1 |
0,563 |
| Гомогенизатор |
ОГБ-10 |
10 т |
1960 |
1185 |
1480 |
2,323 |
1 |
2,323 |
| Линия по розливу молока в пакете по 1л. |
Л-5-ОПЛ |
5000 л./ч. |
8000 |
6000 |
2500 |
48 |
2 |
96 |
| Оборудования для производства ряженки |
| Резервуар для хранения молока |
РМВЦ-6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
5 |
23,1 |
| Центробежный насос |
50 МЦ 16-6 |
16 т. л. |
490 |
285 |
500 |
0,14 |
8 |
1,12 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
15 т |
3700 |
3900 |
1800 |
14,4 |
2 |
28,8 |
| Сепаратор молоко очиститель |
ОМЕ |
15 т. |
1030 |
720 |
1450 |
0,74 |
4 |
2,96 |
| Гомогенизатор |
ОГБ-15 |
15 т. |
1980 |
1185 |
1480 |
2,148 |
4 |
8,56 |
| Резервуар для производства ряженки |
РЧ-ОТН-6 |
6000 л. |
3900 |
2280 |
2840 |
8,89 |
12 |
106,7 |
| Мембранный насос |
ОНМ – 2 |
550 кг./ч. |
770 |
512 |
400 |
0,394 |
1 |
0,394 |
| Линия розлива ряженки в бутылки по 1 л. |
Б2-ОРЛ |
12000 б./ч. |
19700 |
7300 |
2800 |
143,8 |
1 |
143,8 |
| Оборудование для производства ацидофильно-дрожжевого
молока. |
| Резервуар для хранения молока |
РМВЦ-6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
5 |
23,1 |
| Центробежный насос |
50 МЦ 16-6 |
16 т. л. |
490 |
285 |
500 |
0,14 |
8 |
1,12 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
15 т |
3700 |
3900 |
1800 |
14,4 |
2 |
28,8 |
| Сепаратор молоко очиститель |
ОМЕ |
15 т. |
1030 |
720 |
1450 |
0,74 |
4 |
2,96 |
| Гомогенизатор |
ОГБ-10 |
10 т. |
1980 |
1185 |
1480 |
2,148 |
4 |
8,56 |
| Резервуар для производства ацидофильно-дрожжевого
молока |
РЧ-ОТН-6 |
6000 л. |
3900 |
2280 |
2840 |
8,89 |
12 |
106,7 |
| Мембранный насос |
ОНМ - 2 |
550 кг./ч. |
770 |
512 |
400 |
0,394 |
3 |
1,182 |
| Линия розлива молока в бутылки по 1л. |
Б2-ОРЛ |
12000 б./ч. |
19700 |
7300 |
2800 |
143,8 |
1 |
143,8 |
| Оборудование для производства творога |
| Резервуар для пахты |
РМВЦ-6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
6 |
27,72 |
| Резервуар для обезжиренного молока |
РМВЦ-6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
6 |
27,72 |
| Резервуар для смешения |
РМВЦ - 6 |
6 т. |
2150 |
2150 |
3134 |
4,62 |
12 |
55,44 |
| Центробежный насос |
50 МЦ 16-6 |
16 т. л. |
490 |
285 |
500 |
0,14 |
4 |
0,56 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
15 т |
4350 |
800 |
1700 |
3,48 |
5 |
17,4 |
| Творогоизготовитель |
ОП-2Т |
4000 л. |
2770 |
1250 |
1700 |
3,46 |
18 |
62,28 |
| Охладитель |
ОТД |
650 кг./ч. |
2174 |
1013 |
1400 |
2,202 |
3 |
6,606 |
| Автомат для фасовки |
М6-АР2Т |
900 кг./ч. |
2920 |
2920 |
3726 |
5,84 |
5 |
29,2 |
5 Расчет площадей и компоновка производственного
корпуса.
5.1 Расчет площадей.
Таблица 5.1 “Оборудование
производственного корпуса”.
| Цехи |
Оборудование |
Тип, марка |
Площадь, м2 |
| Приемно-моечный цех |
Резервуар для хранения молока для производства
ряженки |
РМВЦ-6 |
23,1 |
| Центробежный насос для молока |
50 МЦ 16-6 |
1,12 |
| Резервуар для хранения молока для производства
ацидофильно-дрожжевого молока |
РМВЦ-6 |
23,1 |
| Центробежный насос для молока |
50 МЦ 16-6 |
1,12 |
| Резервуар для пахты |
РМВЦ-6 |
27,72 |
| Резервуар для обезжр. молока |
РМВЦ-6 |
27,72 |
| Резервуар для смешения |
РМВЦ - 6 |
55,44 |
| Центробежный насос |
50 МЦ 16-6 |
0,56 |
| Аппаратный цех |
Пластинчатый охладитель |
ОО1-У10 |
1,1 |
| Резервуар |
РМВЦ-6 |
13,86 |
| Насосы |
36МЦС10-20 |
0,23 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-10 |
14,4 |
| Сепаратор молоко-очиститель |
ОМБ-3С |
0,563 |
| Гомогенизатор |
ОГБ -10 |
2,323 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
28,8 |
| Сепаратор молоко очиститель |
ОМЕ |
2,96 |
| Гомогенизатор |
ОГБ-15 |
8,56 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
28,8 |
| Сепаратор молоко очиститель |
ОМЕ |
2,96 |
| Гомогенизатор |
ОГБ-10 |
8,56 |
| Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
17,4 |
| Цех розлива |
Линия для розлива пастеризованного молока |
Л-5-ОПЛ |
96 |
| Линия для розлива для ацидофильно-дрожжевого молока
и ряженки |
Б2-ОРЛ |
143,81 |
| Цех производства творога |
Пластинчатая пастеризационно охладительная установка |
ОПУ-15 |
17,4 |
| Творогоизготовитель |
ОП-2Т |
62,28 |
| Охладитель |
ОТД |
6,606 |
| Автомат для фасовки |
М6-АР2Т |
29,2 |
| Антриссоль |
Резервуар для производства ряженки |
РЧ-ОТН-6 |
106,7 |
| Мембранный насос |
ОНМ - 2 |
0,394 |
| Резервуар для производства ацидофильно-дрожжевого
молока |
РЧ-ОТН-6 |
106,7 |
| Мембранный насос |
ОНМ - 2 |
1,182 |
Площади цехов рассчитывают с учетом габаритов
технологического оборудования, площадок обслуживания машин и аппаратов,
размеров проходов, проездов, расстояний от стен и колон здания до оборудования.
Все это учитывает коэффициент запаса площади для обслуживания оборудования.
Площади рассчитывают по формуле:
F = kåFоб.
F – площадь
цеха, м
K – коэффициент
запаса площади.
Fоб – площадь
отдельных машин и аппаратов.
Для последующей компоновки
производственного цеха расчетную площадь следует выразить в строительных
прямоугольниках. Площадь строительных прямоугольниках равна 72 м. Расчет
ведется по формуле:
S = F /
72
S – площадь цехов в строительных прямоугольниках.
F – площадь цехов расчетная компоновочная.
При этом значение
площади выражается в только целым числом строительных прямоугольников.
Таблица 5.2 “Площадь
производственного корпуса”.
| Цехи |
К |
Площадь цехов расчетная
компоновочная, м2 |
Площадь цехов в строительных прямоугольниках. |
| Аппаратный цех |
4,5 |
587,77 |
9 |
| Цех розлива |
1079,15 |
15 |
| Приемно-моечный цех |
716,94 |
10 |
| Цех производства творога |
519,71 |
8 |
| Антриссоль |
967,41 |
14 |
5.2 Компоновка производственного корпуса с расстановкой
оборудования.
Конфигурация
здания должна быть простой по форме, в виде прямоугольника. Оптимальным
соотношением длины здания к его ширине является примерно1:2. Так как сумма
площадей всех цехов равна 56 строительных прямоугольников, то его длина составит
7 прямоугольников или 7*12= 84 м, а ширина 8 строительных прямоугольника в
длину 8*6 = 48 м. (Соотношение 1,8:1)
Сетка
колон также влияет на компоновку помещения в производственном корпусе. Так как
наше задание одноэтажное, то рекомендуемая сетка колон это 6*12 м.
При
компоновке следует учитывать, что крупногабаритное оборудование следует
размещать в глубине цеха с тем, чтобы обеспечить максимальное освещение рабочих
мест.
Компоновка
производственного корпуса представлена в приложении.
Приложение 1.
Технологическая схема производства молока
пастеризованного жирностью 3,5%.
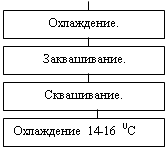
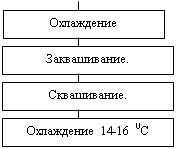
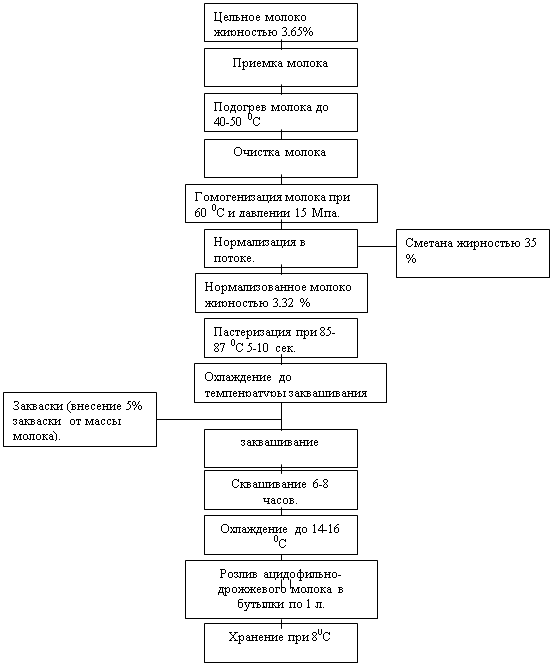
Технологическая схема производства
ацидофильно-дрожжевого молока жирностью 3,2%.
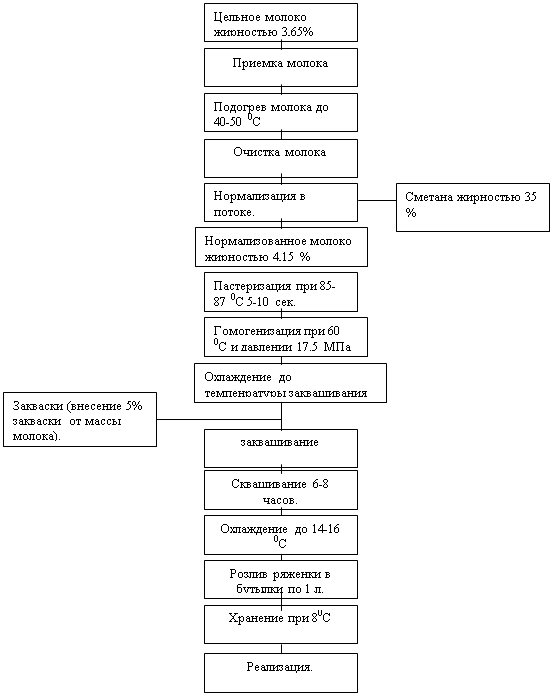
Технологическая схема производства ряженки жирностью 4
%.
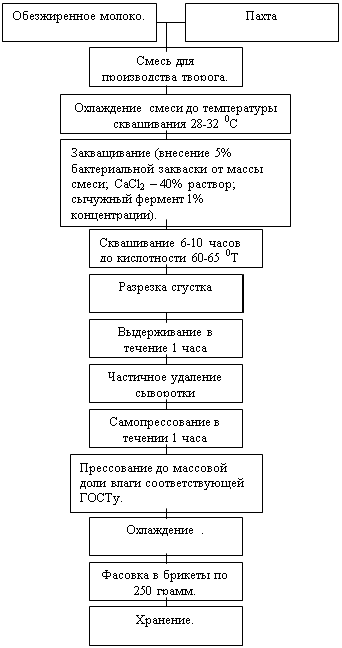
Технологическая схема производства творога “Столового”
жирностью 2 %.
Приложение 2.
Компоновка производственного корпуса с расстановкой
оборудования.
Список использованной литературы.
1.
Крусь Г.Н. Технология молоко и
оборудование предприятий молочной промышленности. - М.: Агропромиздат, 1986. -
280с.
2.
Ростросса Н.К. Курсовое и
дипломное проектирование предприятий молочной промышленности. - М.:
Агропромиздат, 1989. - 303 с.
3.
Ростросса Н.К. справочник по
цельномолочному промзводству. М.: 1976 г.
4.
Технология цельномолочных
продуктов и молочно-белковых концентратов: Справочник /Богданова Е. А. - М.:
Агропромиздат, 1989. - 311с.
5.
Технология молока и молочных
продуктов. Методические указания. Буянова И. В. Кемерово 1995. - 22с.
6.
Томбаев Н.И справочник по
оборудованию предприятий молочной промышленности. М.: 1972 г.
7.
Курсовое и дипломное
проектирование. Методические указания. Сергеева Е.Г. Кемерово. - 1991.-28с.
8.
Степанов В.М. Проектирование
предприятий молочной промышленности с основами САПР. - М.: Агропромиздат, 1989.
- 208 с.
9.
Глазачев В.В. Технология
кисломолочных продуктов. М.: Пищевая промышленность, 1974 г.
Схема технологических процессов производства.
 Приемка молока.
Приемка молока.


 Подогрев молока до 40-45 0С
Подогрев молока до 40-45 0С
 Очистка молока.
Очистка молока.


|
Пастеризация 85-870С 5-10 мин.
|
|

|
Пастеризация 85-870С 5-10 мин.
|
|



|
Адидофильно-дрожжевое молоко в пакетах по 0,5л.
|
|